New Techniques for Joining Steel and Aluminum
Lightweighting is forcing automotive engineers to explore cutting-edge technology.

GM engineers use resistance spot welding to attach steel and aluminum components for the Cadillac CT6 sedan. Photo courtesy General Motors

The body structure of the Cadillac CT6 sedan features a wide variety of steel and aluminum components. Illustrations courtesy General Motors

The body structure of the Cadillac CT6 sedan features a wide variety of steel and aluminum components. Courtesy General Motors

Honda uses friction stir welding to join aluminum and steel subframe components of the Accord sedan. Illustration courtesy Honda Motor

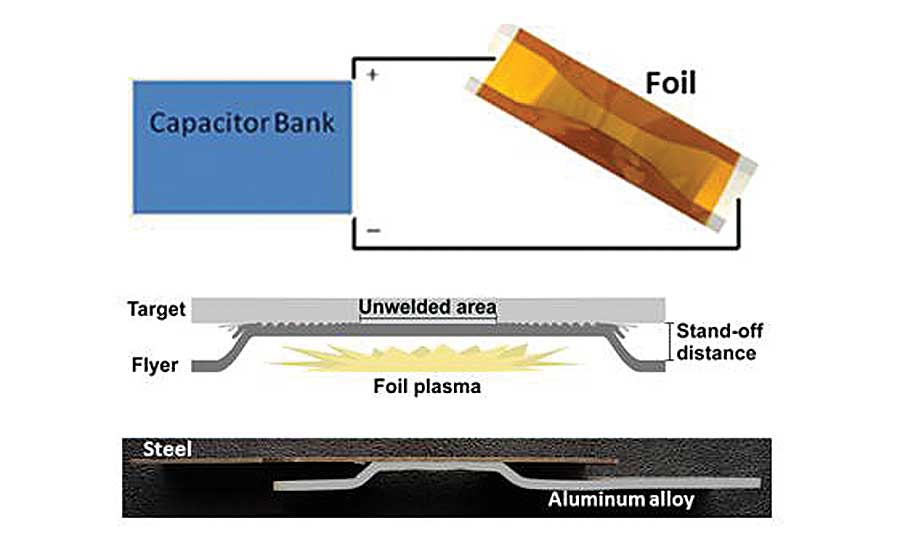
In the near future, vapor foil actuator welding may be used to assemble steel and aluminum automotive components. The new joining technique uses less energy than resistance welding, yet creates stronger bonds. Illustration courtesy Coldwater Machine Co.
Lightweighting is the No. 1 challenge facing automotive engineers today. Manufacturers are scrambling to build vehicles that contain a variety of weight-saving materials, such as aluminum, carbon-fiber composites, high-strength steel, magnesium and plastic.
Finding those materials is relatively easy. The hard part is joining dissimilar materials, such as aluminum and steel.
According to a recent study sponsored by DuPont Automotive, taking weight out of vehicles is the biggest technical issue in the auto industry. The elusive goal of automakers and suppliers is the 2025 CAFE (Corporate Average Fuel Economy) mandate, which requires new cars and trucks to be achieve 55 miles per gallon.
The best way to achieve better fuel economy is to use lighter materials. That’s why automobiles have been on a diet for many years. Vehicles in 2015 were 25 pounds lighter than 2014 models. This year, the average new vehicle will shed at least another 50 pounds.
“Lightweighting and the use of lightweight structural materials continue to top the list of strategies the industry remains focused on,” says Brian Fish, North American automotive marketing manager at DuPont Performance Materials. “Lightweighting can be applied to virtually every component and part. However, powertrain and chassis [are the main areas] that automakers target for lightweighting.”
Fish says the two most popular material families that manufacturers are relying on to meet the CAFE standards are aluminum (25 percent) and multimaterial solutions (21 percent). In addition to powertrain and chassis parts, engineers are focusing their attention on suspension components and closure panels, such as doors, decklids, hoods and liftgates. Other popular candidates for lightweighting include engine brackets, seat frames, seat tracks and steering gear.
Alluring Aluminum
Since 2009, the percentage of aluminum as a component of vehicle weight has shot up 17 percent to an average of 379 pounds per vehicle. And, a recent study conducted by Ducker Worldwide LLC predicts that aluminum content in cars will increase by up to 30 percent over the next decade.
This surge is mainly from rolled and extruded products. Auto body sheet leads that growth, with an expected increase of 110 percent over the 10-year time period.
Aluminum offers many advantages over steel. For instance, 1 kilogram of aluminum can replaces 2 kilograms of steel. The lightweight material also resists corrosion and offers an excellent blend of strength and low mass than can help improve fuel economy.
In addition, overall performance can be improved. Cars made lighter with aluminum can accelerate faster and brake quicker than their heavier counterparts.
Depsite aluminum's inroads, steel isn't going away any time soon. In fact, new grades of advanced high-strength steel are stronger, lighter and more formable than traditional grades of the material. And, a new generation of advanced, high-strength alloys are currently being developed for use in the auto industry.
“Applications for aluminum-to-steel joining have been increasing for a long time,” says Alan Taub, chief technical officer at Lightweight Innovations for Tomorrow (LIFT). “While reducing weight is [important] in all transportation applications, it is particularly critical in the auto industry.
“In general, to achieve optimal weight, engineers need the flexibility to use the best material or materials in each component,” adds Taub, who previously worked in R&D at Ford, GM and General Electric. “The result of that flexibility is often a mixed-material solution.
“This is leading to a dramatic increase in the need to join steel and aluminum, due to the overall need to incorporate materials with differing properties in specific locations to optimize the overall design for both mass and performance,” Taub points out.
“There’s greater demand in the auto industry for processes to join aluminum and steel,” adds Michael Eff, an applications engineer in the friction stir welding group at EWI. “A good example would be an aluminum body driveshaft with steel connectors on each end.
“The ends of the driveshaft are prone to wear, and steel is much more resistant to being abraded, whereas the aluminum body vastly reduces the weight of the shaft,” explains Eff. “By balancing the properties of aluminum and steel, one is able to obtain a lighter driveshaft with no loss in the lifetime of the component.”
“We are seeing a huge focus on this, particularly in joining advanced, super high-alloy steels to aluminum,” notes Tim McCaughey, president of Coldwater Machine Co., which has developed friction welding technology to join several types of dissimilar materials. “Automakers have put an intense focus on new vehicle technologies that can improve mileage performance.”
Numerous Challenges
Welding aluminum and steel components together is easier said than done. That’s because aluminum has much different properties than steel. For instance, it has three times the thermal conductivity, four times the electrical conductivity and requires three times higher welding currents.
The melting temperature of aluminum is approximately 650 C vs. 1,538 C for steel. This means aluminum joints will melt and flow away before a steel joint has melted. The wide difference in thermal conductivity, and in specific heats of aluminum and steel, causes significant thermal stresses.
“The biggest challenge of welding aluminum to steel is the formation of intermetallic compounds, which are highly ordered compounds that behave like a ceramic despite being composed of metallic elements,” says Eff. “The compounds form very quickly, are very brittle and are difficult to prevent. Controlling or eliminating these intermetallic compounds is the key to producing a sound weld.”
“The most critical factors when joining aluminum to other metals are metallurgical issues,” adds McCaughey. “Under the influence of heat, intermetallic phases are formed at the interface between the two materials.
“Intermetallics are an intermediate composition between the two primary components with a crystal structure that is different from the primary components,” explains McCaughey. “The more heat is applied, the larger the zone containing the intermetallic phases and the poorer the mechanical properties of the joint.”
Another issue when joining dissimilar materials is galvanic corrosion. Dissimilar electrically conductive materials have different electrode potential. When they come into contact with an electrolyte, one material can act as an anode and the other as a cathode. This results in one of the metals corroding preferentially to the other.
Welding Advantages
Welding offers several advantages to other steel-to-aluminum joining methods, such as riveting and structural adhesive bonding.
According to McCaughey, current mechanical joining processes “haven’t proven able to produce a joint superior to traditional welding. For instance, rivets do not provide the same quality joint as a fusion or bonded welded joint.”
“Welding allows for joint designs that add little or no weight to the structure,” adds Eff. “Riveting and adhesives require overlap, which increases material cost, and add a third body in the form of the adhesive or the rivet, further increasing the weight and cost of the structure.
“Welding offers low-cost joint preparations,” explains Eff. “Weld joint preparation varies by process, but at most requires a clean relatively straight edge. Adhesive joints often can include very complex folds to increase strength, at increased cost and weight. Traditional riveting requires a hole to be drilled for each and every rivet, which adds a large cost to assembly.
"Welding offers the quickest cycle times for assembly," claims Eff. "Welds can occur in as little as 300 milliseconds when joining aluminum to steel using resistance welding or friction welding. Once the weld is made, it is instantly structurally stable and ready for the next step in production.
"Riveting assembly times are much longer and each rivet must be placed individually," Eff points out. "A technology like friction stir welding can make one continuous weld.
"Adhesives require a cure time, which often includes a heat threatment before they are structurally stable, requiring either rivets or fixturing to hold the assembly together during production," adds Eff.
"Welding offers strengths that match or exceed other joining processes," notes Eff. "However, the welding process windows can become small and do require more development than other joining alternatives."
The type of welding process used to join steel and aluminum parts is typically dictated by the design requirements of the joint.
“Solid-state welding offers the best joint strength when welding aluminum to steel,” says Eff. “The friction welding family (inertia, direct drive and linear friction welding ) have produced aluminum to steel joints that exceed the strength of the aluminum alloy. Resistance spot welds are also capable of joining aluminum to steel, with a slight strength knockdown when compared to solid-state joining.
“Friction stir welding is an excellent choice when a continuous linear joint is required,” explains Eff. “Traditional fusion processes, such as arc welding and laser welding, produce large intermetallic layers and thus are typically poor choices for joining aluminum to steel.”
Friction welding creates mechanical friction between workpieces in relative motion to one another, heating the materials until they reach a plastic state (non-melting) at the joint interface. The materials are then forged together by force, creating a joint.
“A major advantage of [this type of] welding is that it allows dissimilar materials to be joined,” claims McCaughey. “Normally, the wide difference in melting points of the two materials would make it impossible to weld using traditional techniques, and would require some sort of mechanical connection.”
According to McCaughey, friction welding provides a full-strength bond with no additional weight. “It offers numerous benefits over other joining techniques, including elimination of filler metal or flux, higher quality joints, a very small heat affected area and no coarse grain formation,” he points out.
New Joining Techniques
Two years ago, Coldwater Machine unveiled a new joining process based on refill friction stir spot weld technology.
SpotMeld enables manufacturers to weld 1000-7000 series aluminum, magnesium, nonferrous and dissimilar sheet materials. It offers a cost-effective alternative to single-point joining processes such as resistance spot welding, laser welding and riveting. SpotMeld uses rotational friction to heat the materials, along with pressure to forge together the parts using wear-resistant tooling to join two or more surfaces.
“With the move toward lightweighting, OEMs are all looking for the most effective way to cut weight without sacrificing quality or safety,” says McCaughey. “The existing technologies needed to process these lighter materials typically add weight or cost, result in low weld strength or have porosity defects. Our welding system overcomes these issues and is efficient enough to run in a production environment.”
McCaughey and his colleagues also recently developed a welding process called SpinMeld that can join aluminum, steel and other lightweight materials. It relies on rotational friction welding principles and a direct-drive approach.
A spinning workpiece, driven at a constant speed by an electric motor, is joined to a stationary one by rotational friction and externally applied force. It’s an extremely fast process that produces frictional heat at a sufficient temperature for the materials to reach a plastic state (non-melting or solid state) at the joint interface. The materials are then forged together by force.
In addition to their ability to join dissimilar materials, both SpinMeld and SpotMeld are environmentally friendly processes that eliminate the need for filler metals, fluxes or shielding gases. Other benefits include high quality joints with small heat affected areas and consistency in weld duplication.
Coldwater Machine is currently partnering with the Impulse Manufacturing Laboratory at Ohio State University to commercialize its Vapor Foil Actuator Welding (VFAW) technology.
“With the VFAW process, an aluminum foil actuator is electrically vaporized by means of a capacitor bank,” says McCaughey. “This rapid vaporization generates a high-pressure pulse, which drives one metallic workpiece toward the other at extremely high speeds, with the resulting impact causing the metals to weld together, forming an atomic bond upon contact. The technique uses less energy than resistance welding, yet creates stronger bonds.”
The VFAW process has been used to successfully join different combinations of aluminum, copper, iron, magnesium, nickel and titanium. The goal is to have a system commercially available within two years.
LIFT engineers are also developing new steel-to-aluminum joining techniques. “Areas of current exploration include metallurgical bonding methods, such as friction-, resistance- and impulse-based processes, in addition to adhesive methods and mechanical fastening,” says Taub.
“Of key interest to [us] are hybrid methods that optimize mechanical performance from combinations of joining approaches,” adds Taub. “A project that we will be announcing soon [involves] a fusion steel-aluminum joining approach that can deliver robust mechanical performance.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!