The Well-Equipped Wire Harness Assembly Shop

Advanced Interconnect Manufacturing recently added a Wraptor labeling machine from Brady Corp. The semiautomatic machine prints and wraps an adhesive-backed label around wires or cables. Photo courtesy Brady Corp.

MJM Industries Inc. recently added a laser stripping machine to its shop floor arsenal. Photo courtesy MJM Industries Inc.

Harness assemblers might be making a mistake if they fail to invest in a machine because they don’t have enough business to justify the initial purchase. Photo courtesy Komax Corp.

Some shops contain equipment from many suppliers, while others prefer to obtain as much equipment as possible from a single vendor. Photo courtesy Schleuniger Inc.

By necessity, harness assemblers must become adept at changeover. Photo courtesy Komax Corp.

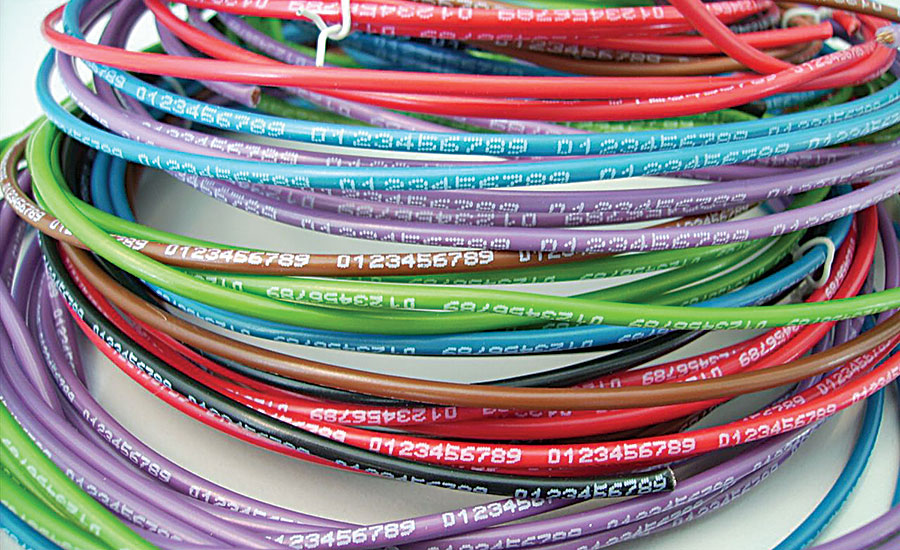
Manufacturers of trucks, buses and other large vehicles are increasingly requesting that wires be marked for easy identification. Photo courtesy Make Your Numbers Inc.
Precision Manufacturing Co. Inc. has been building wire harnesses and electromechanical assemblies in Dayton, OH, since 1967. While the contract manufacturer began primarily as an automotive supplier, the company has since diversified and now serves customers in the defense, machinery, medical, fire protection, and nuclear energy industries.
When deciding whether to add an expensive new machine to his shop floor, Precision’s president Donnie Hill thinks of the famous line from the 1989 baseball movie “Field of Dreams”: “If you build it, they will come.”
“Many wire harness manufacturers make a mistake when they fail to invest in a machine because they don’t have enough business to justify the initial purchase,” says Hill, who is also vice president and secretary of the Wiring Harness Manufacturers Association. “Our approach has always been, if the machine will streamline our operation or if it will improve the quality of our products, then we should buy it. We may not have enough business to justify the investment right away, but we can always find business if we deliver the best, most accurate products.”
Unconventional wisdom? Perhaps not. In recent years, Precision has invested more than $500,000 in advanced manufacturing technology, including a pair of fully automatic crimp centers. (A third may be coming soon.) At the same time, the company has seen its annual revenues soar 425 percent since 2002.
“I’ve never regretted investing in wire processing equipment. I’ve always been able to keep it busy,” says Hill. “We have the latest and best equipment on our floor, which helps us meet the demands of our customers.”
Equipment Decisions
Whether it’s a fully automatic crimp center or a semiautomatic label applicator, the reasons for investing in wire processing equipment vary. In some cases, shops purchase equipment because they’ve landed a new contract. In others, they buy equipment to obtain new business.
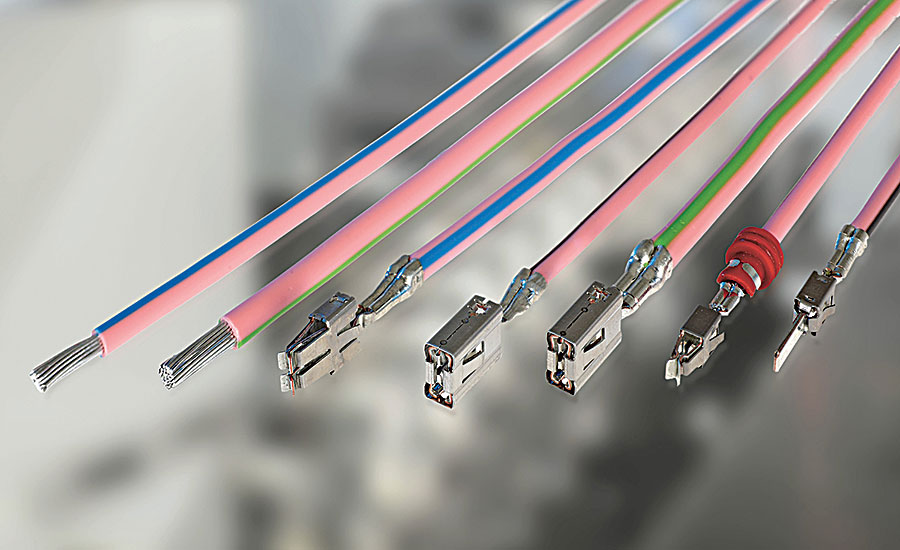
Such was the case with the most recent machine purchased by Precision Manufacturing: a PowerStrip 9550 automatic cutting and stripping machine from Schleuniger Inc. The company bought the machine to cut and strip thick battery cables.
“I noticed that a lot of my customers’ products required battery cables,” Hill recalls. “So I asked them, ‘As long as we’re building your wire harnesses, could we supply your battery cables, too?’”
In other cases, harness shops purchase equipment in response to trends in the industries they serve. That was the case with a recent equipment investment at Advanced Interconnect Manufacturing (AIM) in Rochester, NY. A contract manufacturer of wire harnesses, control panels and electromechanical assemblies, AIM does a lot of work for manufacturers of railcars, buses, recreational vehicles and heavy trucks.
“A lot of our customers want wire marking,” says David Elliott, operations manager at AIM. “If you’ve got a long harness with 40 wires, the ability to quickly identify a wire or circuit number can really help during repair or retrofitting.”
As a result, the company recently purchased three new ink-jet machines for marking wire. One of the new printers is located in-line with an automatic cutting and stripping machine. The company also added a Wraptor labeling machine from Brady Corp. The semiautomatic machine prints and wraps an adhesive-backed label around wires or cables ranging from 0.06 to 0.6 inch in diameter.
Sometimes, harness shops need to invest in equipment to handle a very specific process. That was the case for MJM Industries Inc.
Located in Fairport Harbor, OH, the contract manufacturer specializes in wire harnesses, cable assemblies, over-molded products, control panels and electromechanical devices. Last year, MJM added a laser wire-stripping machine to its operation. The machine precisely removes the insulation from wires without damaging the underlying conductors. That’s particularly important when processing fine-gauge wires.
Applications range from aircraft power leads to wires for dental and medical drills, hearing aids, catheters, pacemakers, ultrasound transducers and other devices. Automotive applications include electronic cables, air bag harnesses, small motors and actuators.
Mix and Match?
Some shops contain equipment from a variety of suppliers, while others prefer to obtain as much equipment as possible from a single vendor.
The latter applies to Precision Manufacturing, which favors Schleuniger products.
“For a midsize company like us, there are advantages to going with one vendor,” says Hill. “If I divide my equipment budget between multiple vendors, I won’t be important to any of them. However, if I spend my entire budget with one company, I will be very important to it.”
Precision Manufacturing applies that same philosophy to its material suppliers. For example, the company buys most of its wire from one supplier and most of its terminals and other components from another supplier.
“Being a midsize company, we can’t afford to hire people with expertise in every industry we serve,” says Hill. “However, by maintaining good business relationships with my suppliers, I can tap their expertise to help serve my customers. They don’t mind helping us, because they know we’re going to give them business.”
At AIM, there’s more of a mix of equipment brands, though the company does have a preferred vendor. Having several machines from the same supplier helps with managing spare parts inventories, says Elliott. It’s also beneficial that multiple machines share the same control software.
“Our engineering software is linked with the software that drives our cutting and stripping equipment,” he explains. “Our engineers can create a file for a wire, upload it to the server, and it’s communicated directly to the cutting and stripping machines.”
Elliott advises engineers to consider software when purchasing capital equipment. Indeed, software was a major factor when his company purchased a new automatic cut-strip-and-crimp machine in 2014. The machine’s software can group jobs by common wires or terminals, thereby limiting the number of setups. For example, if 10 different harnesses require UL 1015 22 AWG wire, the machine can produce—and sort—all that wire at once, instead of producing the various wires for each job sequentially. The software can even advise engineers how best to organize that day’s production to maximize efficiency.
Go With the Flow
When Precision Manufacturing was predominantly an automotive supplier running high-volume assemblies, the shop floor was organized for conventional straight-line manufacturing. A worker would complete a task and then pass the assembly on to the next guy in line.
“That works great for large quantities,” says Hill. “But we’re into smaller volumes now, so we’re organized into cells. Some cells build control boxes. Some build large harnesses. Some do manual assembly.”
Except for the crimp centers, all the equipment that assemblers need to do their jobs—strippers, crimpers, inspection gear—is kept in their cells. The crimp centers are located in a central area. They typically run continuously, feeding terminated wires out to the cells.
At AIM, the end of a long-running contract to produce large wire harnesses for subway cars gave the company a golden opportunity to reorganize the shop floor. The company developed a modular, flexible process flow that can produce small harnesses or large ones, in small volumes or large volumes.
“It allowed us to diversify,” recalls Elliott. “We were so focused on a certain type and size of harness, that when those contracts ended, we had to reinvent ourselves.”
The company invested some $400,000 in new wire processing technology. It even upgraded to energy-efficient LED lighting, thanks to a matching grant from the local utility.
“It really improved the lighting for tasks such as soldering,” says Elliott. “And, we were able to cut our electricity bill by half! Any time you can cut down on manufacturing expenses, it makes you more competitive.”
Today, the shop floor is organized like a horseshoe. Wire, terminals and other raw materials come in from the warehouse and enter the wire prep area at one end of the shoe. This is where wires are cut, stripped, crimped, marked and cleaned. Semiautomatic benchtop machines and fully automatic cut-strip-and-terminate machines are located here.
Benchtop crimping presses are located in the next area to handle terminals that can’t be applied by more automated equipment.
Harness assembly takes place at the top of the shoe. Harness assembly boards are mounted to motorized racks so assemblers can move the work up and down to suit their individual needs.
Testing, quality assurance and packaging are completed on the other side of the shoe. Completed harnesses exit the horseshoe and enter the warehouse directly across from where the unprocessed wire came in.
“We have implemented kanban systems with our customers as well as our suppliers,” says Elliott
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!