
Remanufacturing is the process of restoring used products to a condition that is equal to or better than their original state, thereby minimizing waste and reducing carbon footprints. The process involves various steps, such as sorting, disassembly, cleaning, inspection and rebuilding.
While disassembly is easy enough with mechanical fasteners, it’s more problematic with press fits. Also known as friction fits or interference fits, press fits are commonly employed in assembly due to their cost-effectiveness and simple design. These joints are particularly useful for cylindrical parts, such as axles and bearings.
Press fits can be challenging to disassemble without causing plastic deformation, scratches and adhesion. These types of friction damage can adversely affect the success of the remanufacturing process. For example, disassembling shaft-and-hub joints often requires applying torque and axial loading, which can cause deformations and make separation more difficult. Additionally, the loss of contact between the shaft and hub increases susceptibility to fretting wear.
Corrosion is the most serious concern for disassembly. Corrosion can cause sticking or bonding of the parts, particularly after prolonged storage. This increases the amount of force needed to separate them. In fact, the amount of force needed to separate rusted joints can be twice that of noncorroded ones.
Several parameters are important for successful disassembly of press fits. Minimizing extraction force is one of the most critical. Reducing extraction force is important because it allows the application of simple tools and techniques and minimizes frictional damage, thereby reducing refurbishing costs.
Minimizing extraction force is also important to maintain the loading capacity of subsequent interference fits while avoiding surface damage, such as bulges or furrows. Disassembly should be carried out in a manner that avoids plastic and thermal strains. Plastic strain can result in permanent deformation of the structure, which can ultimately affect the strength and ductility of the part. When a part is subjected to plastic strain, it becomes more susceptible to necking, which significantly reduces the life cycle of the remanufactured part.
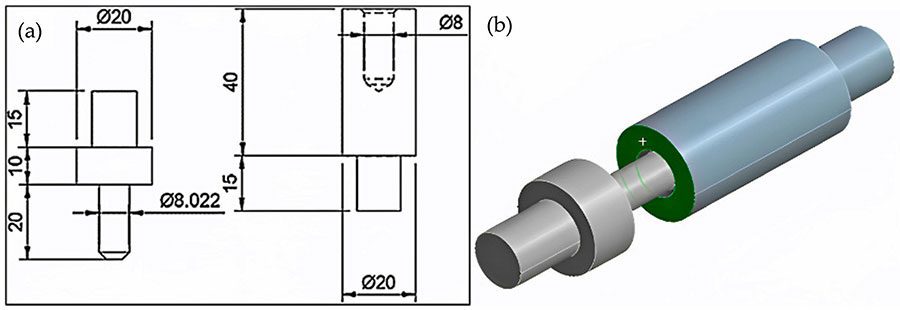
For their study, the researchers used a finite element model that simulated the press-fit process of a simple pin-in-tube joint. Source: Canterbury Christ Church University
Easing Separation
The most common methods for separating press fits are thermal-expansion-assisted disassembly and vibration-assisted disassembly.
Thermal-expansion-assisted disassembly—the use of heat or cold to expand or contract the parts—has several advantages. These include reducing surface damage, being highly effective for coatings in postprocessing and refurbishing, and being suitable for automated disassembly. For example, one study explored the use of liquid nitrogen to weaken a sleeved interference fit. The sleeved joints allowed the liquid nitrogen to pass through and create radial shrinkage. This technique reduced radial and hoop stresses, which, in turn, reduced the disassembly force.
Heating the parts can be equally effective. However, care must be taken to ensure that the parts are not heated so much that they lose their original tensile strength.
In vibration-assisted disassembly, ultrasonic vibrations are applied to the joint. These vibrations can decrease friction and extend the elastic-plastic range, potentially avoiding damage during disassembly. Studies have demonstrated that vibration can reduce the force required to break up an interference fit by up to 60 percent while preserving the properties of the parts. Furthermore, low-frequency oscillation waves can improve and refine the surface texture by altering the microstructure and removing dirt. This effect can be further enhanced by combining vibration with chemical fluids and abrasive tools, ultimately reducing the time and effort necessary for refurbishing parts after disassembly.
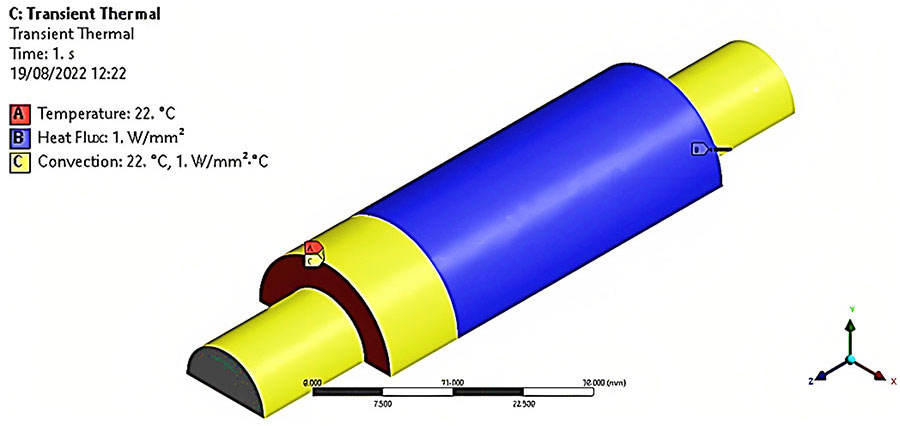
This image shows a thermal model of the experimental assembly. Source: Canterbury Christ Church University
Vibration-assisted disassembly is particularly well-suited for corroded surfaces with a higher coefficient of friction (COF) and loss of materials. But, the impact of vibration is dependent on tangential stiffness, stresses and surface roughness.
To date, most research on disassembly of press fits has been conducted under ideal conditions. We wanted to study disassembly under real-world conditions, since the presence of corrosion, bonding and deformation in the mating parts can significantly increase the disassembly force. Our goal was to identify ways to facilitate disassembly for remanufacturing. Our approach involved comparing the forces required for disassembly before and after applying thermal and vibrational assistance.
Methodology
This study focused on investigating two common problems that arise during disassembly: deformation and corrosion of the mating components. To address these issues, we examined both thermal and vibrational assistance.
The research team developed a baseline model of an interference fit and validated it using literature data. The model accounted for normal wear of the joint and considered two scenarios: deformation caused by bending of the connected parts and an increase in COF due to corrosion. We then explored various approaches to reduce the pull-out force, minimize plastic strain in the parts, and prevent damage during and after disassembly.
For our study, we used a finite element model that simulated the press-fit process of a simple pin-in-tube joint. The diameter of the hole was 8 millimeters. The diameter of the mating shaft was 8.022 millimeters. This is a medium-strength press-fit used for permanent assembly, commonly found in drive gears and sleeve bearings. We selected this press fit for our study precisely because of the difficulty in disassembling this type of joint without causing damage.
The parts were made of S235 structural steel, a low-carbon manganese alloy. This material is particularly common in the automotive industry, where remanufacturing is important. It has good weldability and machinability, and it is relatively inexpensive.
In our simulation, the pin was pressed approximately 15 millimeters into the hole.
The maximum force over time was considered as the force required to assemble the joint, whereas the force required to displace the shaft from the hub by 0.1 millimeter was taken as the breaking force.
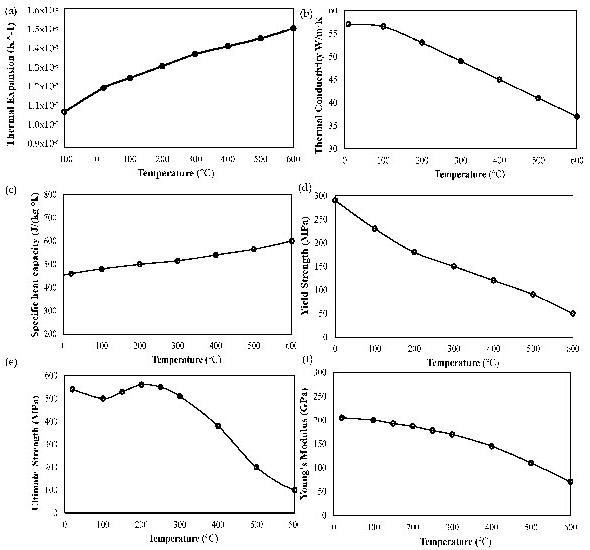
These graphs show the physical and mechanical properties of S235 steel in terms of coefficient of thermal expansion, thermal conductivity, specific heat capacity, yield strength, tensile strength, and Young’s modulus. Source: Canterbury Christ Church University
Thermal-Expansion-Assisted Disassembly
Interference fits can lead to bending and torsion of the mating components, which increases their susceptibility to fretting and fatigue. Peaking stress occurs when the shaft and hub are subjected to bending loads, resulting in relative motion between them. Torsion only increases shear motion but may cause plastic deformation under high-stress conditions when slipping is prevented. The mating parts experience increasing pressure at the concave side and vice versa.
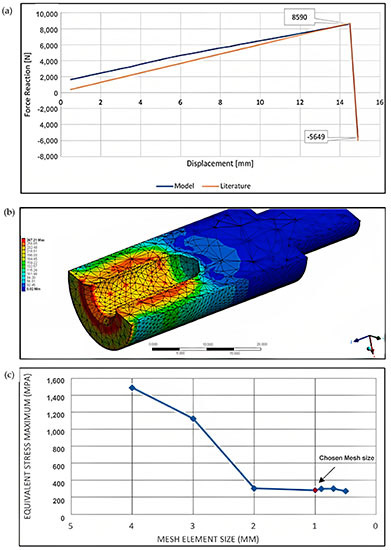
The top graph shows assembly force with marked breaking force comparisons. The middle image shows surface pressure after assembly. At bottom is a mesh convergence graph. (Click to enlarge.) Source: Canterbury Christ Church University
The primary objective of our study is to prevent the increase in plastic deformation at the shaft-hub interface during disassembly, which is crucial to prevent damage to the parts.
To facilitate disassembly through thermal expansion, even heating was applied to the hub. This approach is similar to shrink fitting, where a transient heat is applied to the hub during assembly, causing it to shrink while cooling after assembly. Since the hub has a significantly larger surface area than the pin, the expansion of the hub would have a greater effect.
To simulate heat transfer during disassembly, a transient thermal analysis was performed with our model. A heat flux in the range of 0.5 to 2 watts per square millimeter (W/mm2) was applied to the exterior of the hub, and both ends were assumed to be at room temperature. The initial temperature was maintained at 22 C, and a displacement of 4.5 millimeters was applied to the shaft.
We kept the temperature of the parts under 300 C, since both the yield strength and Young’s modulus of S235 steel decrease at higher temperatures.
We then determined the plastic strain, contact pressure and disassembly force resulting from the transient thermal analysis.
Vibration-Assisted Disassembly
Being a mild steel, S235 is vulnerable to uniform corrosion when exposed to humid air. Therefore, we used a COF of 0.6 for our analysis. This value falls within the typical range for metal-on-metal contact, such as that found in automotive components, and it is widely used in simulations related to remanufacturing processes.
Vibrations were then applied to the joint. Two levels of force were considered (1,000 and 5,000 newtons), while the frequency remained constant at a relatively high rate of 1,500 hertz and a relatively low rate of 700 hertz. As vibrations were applied, the pin was extracted from the hole.

This image shows (a) the maximum stress at a moment of 25 kilonewton-millimeters and (b) plastic strain after deformation in the shaft and the hub. Source: Canterbury Christ Church University
Results and Discussion
Our model estimates the breaking and assembly forces to be 8,986 and 6,002 newtons, respectively, which is slightly higher than the literature-reported values of 8,590 and 5,469 newtons. The model’s ability to accurately predict the disassembly force under different conditions indicates its usefulness in optimizing the design of press-fit joints for specific applications.
During thermal-expansion-assisted disassembly, the model indicated that the maximum and average contact pressure in the joint decreased significantly as heat flux increased. Initially, with no heat applied, the maximum and average pressures were approximately 680 and 230 MPa, respectively. However, at a heat flux of 2 W/mm2, these values dropped to approximately 250 and 30 MPa.
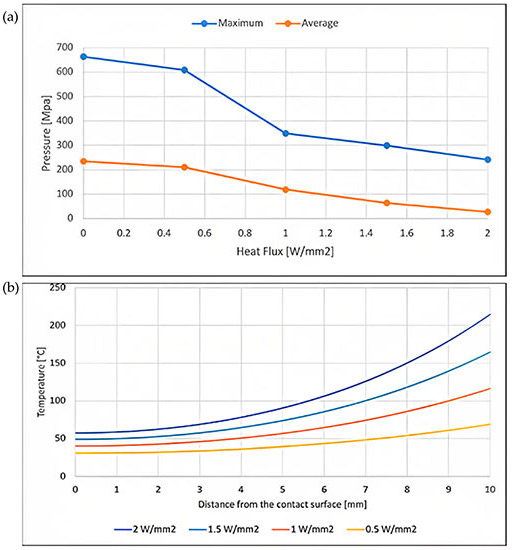
These graphs show (a) the change in contact pressure with heat flux and (b) the temperature change along radial distance from shaft surface to hub exterior at different heat fluxes. (Click to enlarge) Source: Canterbury Christ Church University
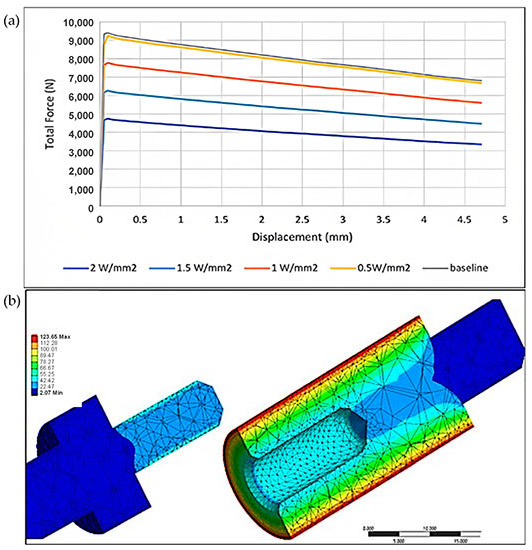
These graphs show (a) the variation of disassembly force with displacement at different heat fluxes and (b) the temperature gradient at a heat flux of 1 W/mm2. (Click to enlarge) Source: Canterbury Christ Church University
The reduction in contact pressure can be attributed to the thermal expansion of the hub and shaft, which reduces the compressive forces between the two components. Additionally, the local increase in temperature causes a decrease in the modulus of elasticity and an increase in the coefficient of thermal expansion, which further contributes to the reduction in contact pressure.
Comparing the results to the baseline model, the disassembly force was reduced by approximately 18 percent and 50 percent at heat fluxes of 1 W/mm2 and 2 W/mm2, respectively. This reduction in the disassembly force can be explained by the decrease in contact pressure along the Z-axis contact line.
These results have practical implications for the design and analysis of interference shaft-hub connections subjected to thermal loading, particularly in high-temperature applications. The reduction in the disassembly force observed in this study suggests that applying heat to the connection before disassembly could be an effective means of reducing the force required for disassembly. Additionally, the results highlight the importance of considering the effect of thermal loading on press-fit assemblies in the design and analysis process.
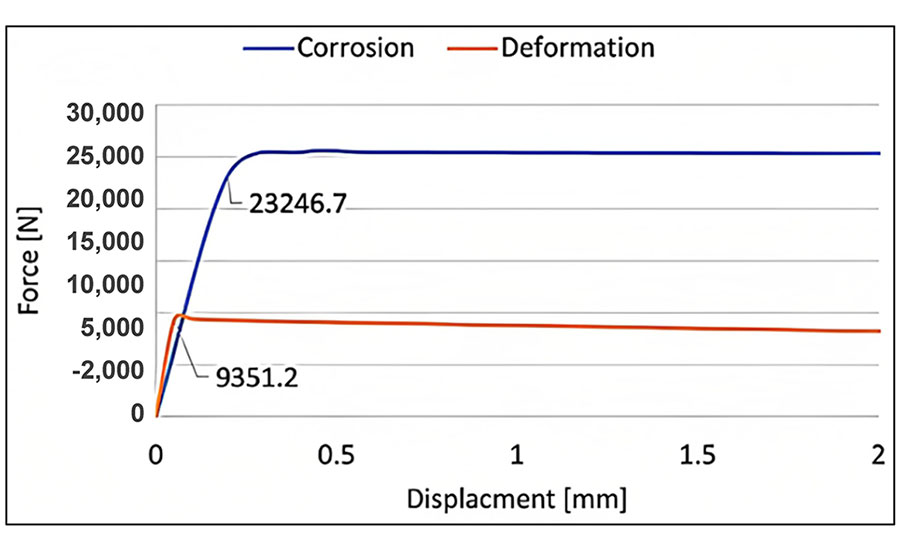
This graph shows the baseline disassembly force for the deformed and corroded joints. Breaking force was determined at 0.1 millimeter of displacement. (Click to enlarge.) Source: Canterbury Christ Church University
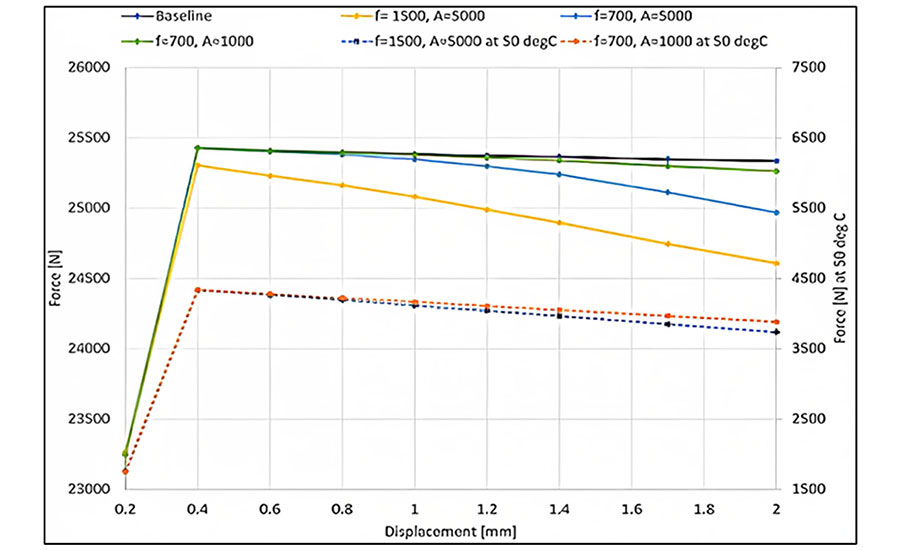
This graph compares the disassembly force at low-frequency oscillations. (Click to enlarge.) Source: Canterbury Christ Church University

This graph shows the oscillation force applied at (a) 700 hertz and (b) 1,500 hertz. Source: Canterbury Christ Church University
For vibration-assisted disassembly, the baseline model required a disassembly force of approximately 25.4 kilonewtons. Applying vibrations with a force of 1,000 newtons and a frequency of 700 hertz did not have a significant effect on disassembly force. When those parameters were increased to 5,000 newtons and 1,500 hertz, the breaking force was slightly less, about 24.6 kilonewtons.
Higher frequencies are thought to have a greater impact on elastoplastic deformation and surface roughness, resulting in a reduced friction force and thus a decrease in disassembly force.
Further research could investigate the effects of higher frequencies or greater force, which would exert greater energy on the joint. Additionally, researchers could consider the thermal effect of oscillation waves, which could activate internal particles of the mating parts, enhance their relative motion, increase the temperature of the joint, and result in thermal softening, thereby decreasing the entire dynamic deformation resistance. With the reduction in contact stress, the reduction in the disassembly force would be more drastic.
Conclusions
Based on our data, we make the following conclusions:
- Plastic strain was found around the edges of the mating parts after applying a decoupling moment to the finite element model. Applying 1 W/mm2 of heat flux caused an 18 percent reduction in the breaking force, alongside a 3 percent decrease in plastic strain.
- With a heat flux of 2 W/mm2, the maximum temperature reached 220 C, and the breaking force reduced by 50 percent. However, the plastic strain experienced a drastic boost as a result of the thermal strain.
- Applying vibration to the joint did not significantly affect the disassembly force, especially at the early stages. The maximum reduction obtained was about 5 percent with a vibratory force of 5,000 newtons and a frequency of 1,500 hertz.
- Plastic strain decreased by 99 percent when a vibratory force of 5,000 newtons and a frequency of 1,500 hertz was applied to the joint, possibly due to the softening effect of oscillation waves.
- Simultaneously applying both heat and vibration decreased the breaking force by 85 percent. This suggests that a combination of heat and vibration can effectively reduce disassembly force and plastic strain.
Further research is needed to explore the feasibility and safety of these methods on a larger scale and with different materials.
Editor’s note: This article is a summary of a research paper co-authored by Ho Lam Au-Yeung and Khamis Essa of the University of Birmingham, Birmingham, UK; Sabbah Ataya and Naser A. Alsaleh of Imam Mohammad Ibn Saud Islamic University, Riyadh, Saudi Arabia; Mahmoud Ahmed El-Sayed of the Arab Academy for Science Technology and Maritime Transport, Alexandria, Egypt; Mahmoud Ahmadein of Tanta University, Tanta, Egypt; and Mohamed M. Z. Ahmed of Prince Sattam Bin Abdulaziz University, Al Kharj, Saudi Arabia. To read the entire paper, click here.
ASSEMBLY ONLINE
For more information on press-fit assembly, disassembly and remanufacturing, read these articles:
Tougher Customer Requirements Drive Investment at Bendix
New Plant Turns Old Parts Into Big Profits
Renault Trucks Opens Disassembly Plant





