Surface Treatments Improve Adhesion to Composites

Flame treatment can be used on small, intricate parts with complex shapes, as well as large automotive components, like frames and cosmetic panels. Photo courtesy Enercon Industries Corp.

Blown-ion plasma is ideal for shallow glue channels and spot treatments. Photo courtesy Enercon Industries Corp.


Given the need to decrease vehicle weight while maintaining structural strength, automotive engineers are increasingly integrating plastics and composites into their products. Composites offer many advantages over steel and aluminum, including superior mechanical performance, low weight, corrosion resistance, and flexibility of part design.
With so many plastics and composites available, design possibilities are nearly endless. Thermoplastics, such as polypropylene, polyethylene and polyamide, offer fantastic corrosion and chemical resistance. With the addition of carbon-, glass- or natural-fiber reinforcement, thermoplastics offer tensile strength comparable to steel, while weighing up to 75 percent less. These materials can also be molded into complex shapes. Automakers are using these materials to create myriad parts, such as covers, styling components, bezels and shrouds.
Thermosets, such as polyester, vinyl ester and epoxy, offer many of the same benefits as thermoplastics. Low weight and excellent mechanical performance make thermosets an ideal choice for body panels, shielding and bracing. These composites are also beginning to be used in the core infrastructure of many automobiles. This has provided a drastic reduction in overall vehicle weight while maintaining the same safety standards as steel and aluminum.
Meanwhile, sheet molding compound, resin transfer molding composites, and pre-impregnated composite fibers are allowing automakers to create complex curves in parts without compromising strength.
Why Surface Treatment?
Bonding composite materials can be challenging, since they tend to have low surface energy and their surfaces tend to be uniform on a nano level.
Multiple factors can affect the bond strength of an adhesive to a material, including surface contaminants, surface structure and surface energy.
Having a clean surface is essential for good bonding, and it’s the easiest way to improve adhesion. Dust, oil, release agents and other contaminants form a barrier between the material and adhesive, reducing bond strength.
The surface structure of the material affects bond strength in multiple ways. Nano fissures increase bond energy, as a material that is not homogeneous on the nanoscale inherently has a higher potential energy than a material that is uniform. Micro fissures on the surface effectively increase the surface area of an object, allowing for more bonding sites per unit area.
Surface energy is defined as the excess energy at the edge of an object compared to the bonding energy of the bulk material. If the surface energy is less than the bonding energy, the bulk material will sublime away. When a bond is formed, the excess surface energy is transferred to the bond, resulting in a stronger assembly. With a high enough surface energy, it’s possible to bond two like materials together without thermal welding or adhesive, as seen with silicone.
Surface energy is not a scalar unit. It has both a polar and nonpolar part. When bonding, it’s important to consider not just the surface energy of the materials, but the polarity of both the surface energy of the material and the adhesive. A highly polar, water-based adhesive will have a limited ability to bond with a material with a nonpolar surface energy, such as most thermoplastics and thermosets.
How Treatment Improves Adhesion
Plasma treatment increases surface adhesion through cleaning, nano and micro etching, and adding high-energy functional groups.
The most direct way that plasma improves adhesion is by removing surface contaminants. Dust, oils and other contaminants are vaporized by the plasma. Plasma treatment has an advantage over traditional cleaning methods in that, in addition to removing environmental contaminants, it removes impurities that form on the surface. These impurities include oxides and additives that “bloom” to the surface of the material after molding. While useful in the bulk material itself, these impurities tend to have lower bond strength than either the material or the adhesive. Removing these impurities from the surface also allows nano and micro fissures to form. These fissures increase the surface energy of the material and the available surface area for bonding.
Finally, plasma treatment adds highly energized functional groups to the material’s surface. Functional groups can have polar or nonpolar energy. These functional groups increase the surface energy of the material.
To determine just how much plasma treatment can aid adhesive bonding, we conducted experiments with in-line atmospheric blown-ion plasma (with compressed air) and in-line flame plasma (with a high-velocity, drilled-port burner). Each technology is well-known to improve the adhesion properties of various materials.
The purpose of our experiments was to measure the surface energy and bond strength of various materials before and after plasma treatment.
We tested seven materials: five thermoplastics (polypropylene, polyethylene, polystyrene, nylon 6 and nylon 66) and two thermosets (polyester and epoxy resin). All the samples were wiped down three times with acetone before surface-energy testing.
When a drop of liquid is applied to a surface, it will rest at equilibrium based on the surface tension of the liquid and the surface energy of the substrate. To gauge the substrate’s surface energy, we measured the angle between the horizontal line of the substrate and the edge of the droplet where it contacts the substrate. This contact angle corresponds with the surface energy of the material, as measured in millijoules per square millimeter. In our contact-angle tests, we used drops of polar and nonpolar liquids.
After initial testing, the samples were treated with plasma at rate of 100 fpm, and the surface-energy test was repeated. Next, an adhesive tape was applied to each sample, and the bond strength was measured with a peel tester.
Plasma vs. Flame Treatments
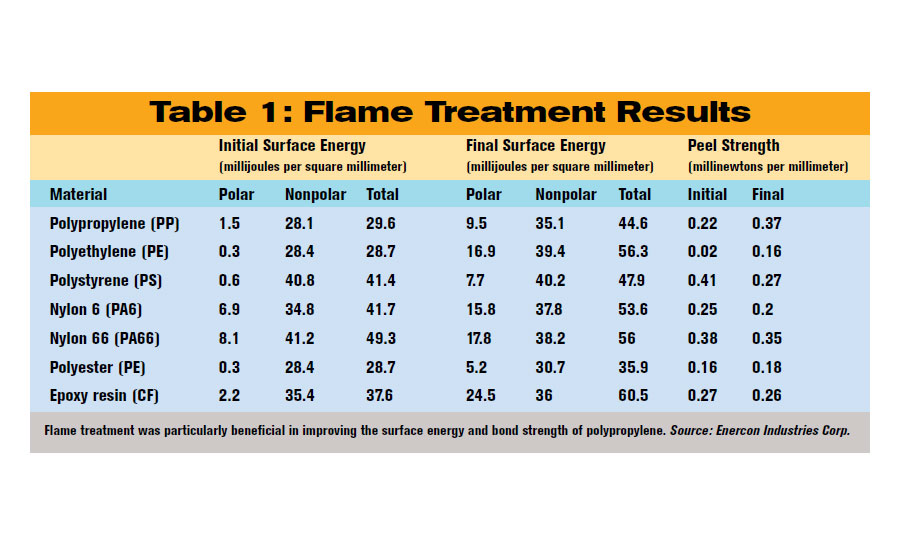
Blown-ion plasma and flame treatment increased the surface energy in all tested materials, with the majority of the increase in the polar component. Treatment improved the peel strength of all materials, with the noted exception of polystyrene.
The results of flame treatment are shown in Table 1. The results of blown-ion treatment are shown in Table 2. On average, blown-ion treatment increased the polar component of the surface energy 120 percent more than flame treatment, with the exception of epoxy resin, which dropped by 20 percent.
Blown-ion plasma can use other gases than compressed air. Further testing was done with CO2 and nitrogen. Peel testing showed little difference between compressed air, CO2 and nitrogen, with the exception of using CO2 to treat nylon 66, which saw a slight increase in peel strength.
Our tests showed no correlation between peel strength and total surface energy. However, test results indicated a very strong positive correlation (0.82) between the change in nonpolar surface energy and an increase in peel strength. This should not be interpreted as showing that nonpolar surface energy is the only factor to consider when bonding. Rather, it shows the limitations of the peel test, and that the tape used in the test has a mostly nonpolar component. An adhesive with a higher polar component would most likely have stronger effects from the plasma treatment.
Integration
Blown-ion and flame treatments offer great versatility when it comes to integration. These systems are faster and more efficient than manual surface preparation, and, unlike batch treatments in a vacuum chamber, blown-ion and flame treatments can be integrated in-line.
Eliminating the need to remove parts from a production line to undergo an entirely separate process prevents disruptions in workflow, decreases production time, and reduces the cost of the final product. By treating parts as they’re transferred from one process to the next, manufacturers can ensure a precise reliable bond will be made without adding extra processing time and space.
Blown-ion and flame treatment equipment can be integrated in a fixed position with parts moving past them. Alternatively, for composite applications that involve large or complex shapes, the part can remain stationary and the plasma treatment head can move. The treatment head is relatively small and connects to a control cabinet via a flexible cable. This makes it well-suited for pairing with a robot. Any machine, from a two-axis benchtop robot to a six-axis articulated arm, can be equipped with a treatment head.
Blown-ion plasma is ideal for shallow glue channels and spot treatments. This technology can increase the surface energy of materials at a wide range of line speeds and is often done simultaneously with adhesive dispensing. Parts can be treated and glued in the same in-line process, which saves time.
Flame treatment can also be accomplished at a wide range of line speeds. Processing width is virtually unlimited, so the treatment can be used on small, intricate parts with complex shapes as well as large automotive components, like frames and cosmetic panels.
An additional benefit of flame treatment is the ability to treat materials at a wide range of distances. Depending on the application, components can be located 1 to 6 inches away from the treatment head. This minimizes the need to create long, slow robotic paths to ensure treatment of complex shapes and curvature, reducing cycle time.
Editor’s note: Mike Hammen, technical product manager; Galen Quinsey, electrical engineer; and Ryan Schuelke, product innovator also contributed to this article.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!