Vacuum Grippers Reliably Handle Parts
Suction cups, modular interfaces and specialty grippers reliably handle parts of all shapes and sizes

Vacuum grippers work best on parts with a flat, clean surface and a surface area at least equal to the pressed, cross-sectional area of the gripper. Photo courtesy Coval Vacuum Technology Inc.
One of the most popular specialty grippers is the spider, which features a vacuum traverse with multiple arms (typically two to eight) having suction cups at the end. Photo courtesy Schmalz Inc.

Bernoulli grippers lift and transport objects with minimal contact. The OGGB series cup produces a holding force of 7 to 10 newtons and can be mounted in any position. Photo courtesy Festo Corp.

The SR/SK Torus vacuum cup features an inner core that creates suction on objects with perforated surfaces. Photo courtesy Zimmer Group US
Among Forrest Gump’s greatest life lessons was the insight that you could never be certain what you would find inside a box of chocolates. Although Gump never actually clarified what that uncertainty is, it’s generally assumed he was referring to the various types of fillings hidden in chocolate candies.
Candy manufacturers, however, know that another type of uncertainty lurks when a box of chocolates is opened: the pieces may be smashed and the fillings stuck to the underside of the box top. To prevent this mess, these companies rely on vacuum grippers rather than mechanical ones to handle boxes of chocolates as they go down the assembly line.
“Food and beverage manufacturers increasingly use vacuum grippers because they know they won’t damage boxes or what’s inside, whereas mechanical fingers or jaws are more likely to when grabbing the box,” explains Joe Reams, president of Coval Vacuum Technology Inc. “McKee Foods Corp., for example, uses our modular MVG series with a 500-vacuum-cup interface to efficiently grab different size boxes of Little Debbie snacks and place them on pallets. And, makers of cosmetics use the same series with up to 2,300 cups to handle large plastic cases of eyeshadow bottles.”
The benefits of vacuum grippers are well-known among manufacturers in other industries, as well. For one Midwest Tier 1 auto supplier, the right vacuum cups enable the company to move sheet metal quicker through a series of transfer presses so more panels and car parts can be formed per shift.
A couple years ago, the company needed to increase press speed to 10 to 11 strokes per minute from 8 to 8.5, but the holding power of the cups they were using was insufficient. To keep up with customer demand, the company began using Duraflex Friction cups from Piab USA Inc. on one press line.
Mike Brotz, automation division manager for North America at Piab, says the Duraflex Friction cups provide a tighter grip than the cups that were being used. As a result, the supplier was able to increase press speed from 8 to 10 strokes per minute—and produce 600 parts per hour versus 480. At $60 per part, the company is making an additional $7,200 worth of parts per hour, which is significantly more than what the cups cost.
The above example shows the effectiveness of vacuum grippers to move parts. What shouldn’t be overlooked, though, is that these grippers are also used by companies to position or fixture parts so further assembly processes can be performed on or near them. This dual capability of grippers accounts for their growing use in manufacturing and molding operations by companies in industries ranging from aerospace, to white goods, to consumer electronics.
Simply Appealing
A vacuum gripper is the simplest, cheapest and most common device for manipulating smooth, lightweight parts made of plastic, metal or composites. It works best on parts with a flat, clean surface and a surface area at least equal to the pressed, cross-sectional area of the gripper. Usually, the vacuum gripper grabs a part perpendicular to its surface, although ball-joint-type grippers are available for grabbing parts at various angles. A level compensator can be used to help the gripper balance objects with different levels and absorb shocks during part transport.
Four types of vacuum grippers are available (cups, modular interfaces, specialty and custom), all of which require a vacuum operating system. Components of this system, apart from the grippers, may include a pneumatic or electric generator, check valve, vacuum and pressure switches, measuring and control devices, mounting elements, hoses, connections and filters.
Schmalz Inc.’s VS/VSi (digital) vacuum and pressure switches feature a compact sensor unit for installation directly on the suction cup, ensuring measurement with no line losses. The switches offer a measuring range from -1 bar to 10 bar. They are available with or without an integrated or external control display. The external display easily integrates with a user interface.
A vacuum system can be centralized or decentralized, says Mark Stankiewicz, business development manager for vacuum automation at Schmalz. Centralized systems have one vacuum source (pump, venturi or blower) for multiple suction points. In contrast, a decentralized system relies on a separate vacuum source for each gripper. Although more costly to operate, the latter system substantially reduces response time without evacuating unnecessary volume. In addition, each cup is independent, so a pressure loss in one cup will not affect the others.
“Manufacturers in the automotive industry tend to prefer decentralized systems, whereas companies that perform a lot of palletizing like centralized systems,” explains Stankiewicz. “Because generating vacuum is expensive, the energy cost effectiveness of each option must be carefully calculated to determine which approach is best for the application.”
Brotz notes the importance of designing a vacuum system with a high safety factor. On robotic applications, he recommends a factor of 4-to-1. For example, a system that needs to handle a 20-pound part should feature as many cups as can fit on the part, and, when combined, are rated to lift at least 80 pounds. Brotz also says that a general rule of thumb for determining vacuum system holding force is that it doubles with every 1-inch increase in gripper diameter.
Vacuum grippers easily fit to the end of a robot, and can be changed out like other end of arm tooling. These grippers can also be mounted to linear actuators and lift assists. Most actuators simply move the gripped part up and down, although some actuators can rotate the part up to 90 degrees.
During operation, vacuum is switched off and on by an internal check valve (like the Piab piSECURE), ensuring that the part won’t be dropped in the event of a power loss. Beside increasing safety, the valve reduces scrap and saves energy when handling nonporous parts.
Piab valves with piSAVE Sense technology are designed for use in a centralized vacuum system. They open once a part is contacted, and stay closed if no seal is created, allowing for consistent part picking. The valves are suitable for applications involving the handling of different-size sealed or leaking objects, such as metal sheets or corrugated cardboards.
Coveted Cups
The most popular vacuum gripper type is cups. Their history dates back to the mid-17th century—nearly three centuries before being used for manufacturing. In 1654, German scientist Otto von Guericke performed a series of experiments using cups for Emperor Ferdinand III at Regensburg, Germany, to prove the physics of vacuum.
Guericke placed two copper bowls together to form a hollow sphere about 14 inches in diameter. He then removed the air from the sphere and had horses try to pull the bowls apart. They were unable to separate the bowls, demonstrating the tremendous suction force that air pressure exerts.
This same principle enables a cup (or other gripper) to lift a part. After air is drawn out by a pump, the cup compresses against the part due to differential pressure between the normal atmospheric pressure and the inside of the cup. To release the part, the cup is refilled with air to atmospheric pressure.
Vacuum cups are commonly used to handle delicate parts (to prevent marring), items that are bulky but not too heavy (such as glass windshields) and parts that are not porous or textured to the point of losing vacuum. Some manufacturers prefer cups to mechanical grippers for parts with odd surfaces (like golf balls) and odd shapes (such as tubes).
Initially, cups were only available in a round shape. But, as customer needs changed over the last 20 years, suppliers responded by developing cups that are oval or rectangular. Some cups also feature bellows. The cups are made of different types of silicone, plastic or rubber that are formulated to perform well in specific work environments. For example, Festo Corp.’s ant-static nitrile rubber cups safely handle electronic components. Their wear-resistant polyurethane cups perform best on objects with rough surfaces, such as wood.
Mike Guelker, product manager for pneumatic actuators at Festo, says that cups come in all sizes (1 to 300 millimeters diameter) to handle parts weighing from just a few ounces to several hundred pounds. Small cups produce less than 1 pound of suction force, while large cups can produce hundreds of pounds of force.
Guelker says that several factors must be addressed to ensure that the correct-size cup is selected for the application. These include part shape, weight and surface condition (rough, smooth, oily); as well as external forces due to acceleration. Some suppliers offer foam inserts for cups to enhance their gripping.
The SR/SK Torus vacuum cup from Zimmer Group features an inner core that creates suction on objects with perforated surfaces. Russell Tyler, regional sales manager at Zimmer Group US, says the cup can be used on parts with flat, slightly curved and open surfaces, so long as the perforation diameter is no greater than 70 percent of the core diameter (6 to 25 millimeters, depending on cup model).
Also available from Zimmer is the HS handheld vacuum, which workers use to grab and position small and light parts in small assemblies. The device works with the company’s SM1 through SM6 cups (0.1 to 2.3 newtons of force), and consumes 13 liters of air per minute. An integrated venturi nozzle serves as the vacuum generator.
“Besides moving parts, vacuum cups are often used for fixturing,” notes Reams. “Initially, manufacturers used them to hold large wood planks and metal sheets during cutting. Today, they secure parts for all types of fabrication, handling and assembly processes, including riveting and welding.”
Other Types
Despite their many benefits, vacuum cups are not always the best option. Sometimes, modular or specialty grippers are more effective.
Modular grippers are rectangular in shape and have a bottom interface that grips onto one or several objects with a flat surface. The interface features rows of vacuum holes that can be filled with cups or left alone for direct gripping onto objects. A vacuum generator is often integrated into the top of the gripper.
Companies in several industries use Coval’s MVG modular grippers, which can be custom sized in width (100 to 1,000 millimeters) and length (100 to 1,200 millimeters). The grippers allow for up to three independent gripping zones to optimize vacuum management (higher vacuum level, less leaks and energy consumption). Gripping interfaces include suction cups, foam and gel (Coval-Flex), all of which are available with minimum, medium and maximum hole spacing.
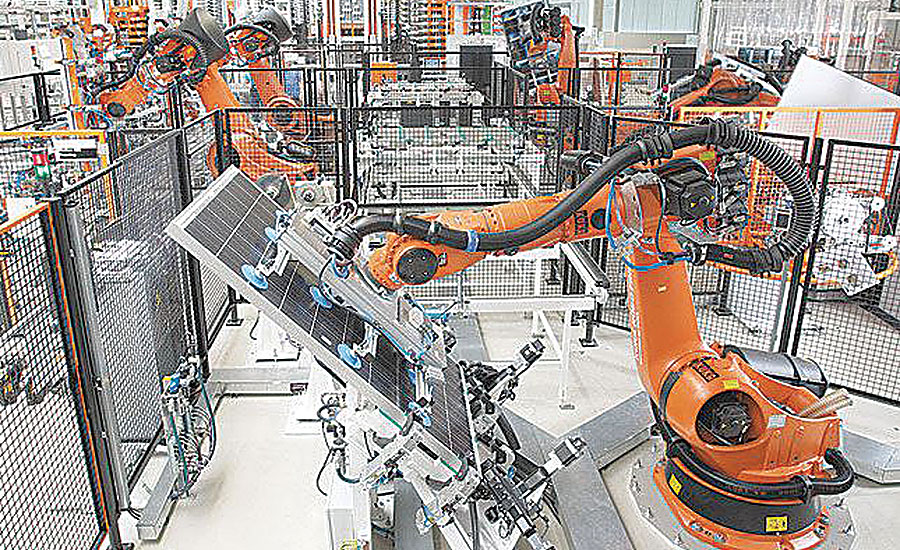
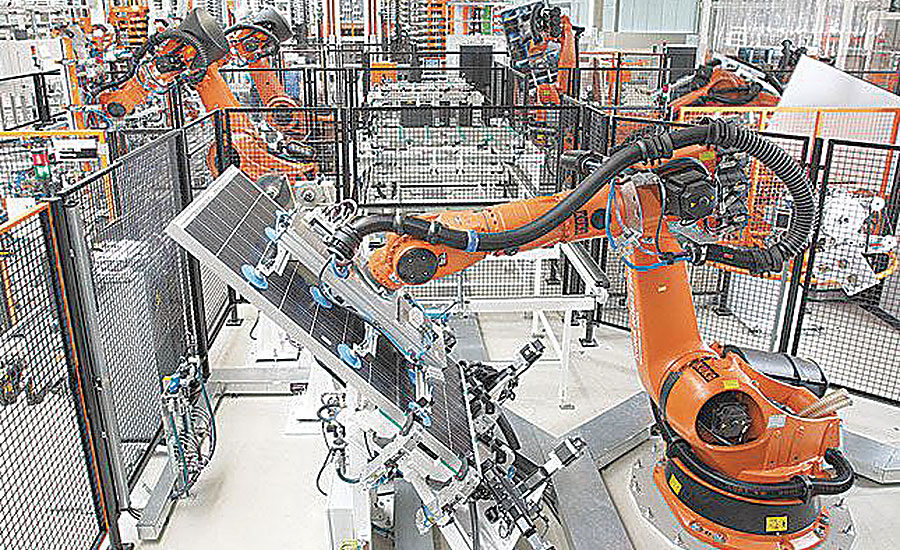
One of the most popular specialty grippers is the spider, which features a vacuum traverse with multiple arms (typically two to eight) having suction cups at the end. This gripper connects to a chain hoist or robot arm to ease handling of plates, sheets or panes.
Also popular are Bernoulli grippers that lift and transport objects with minimal contact. Incoming compressed air is deflected radially in the gripper and flows back out between the workpiece and gripper surface. The air is routed through a very thin gap between the gripper body and core to greatly accelerate its speed and generate a vacuum between the gripper and part.
Festo’s OGGB Bernoulli gripper comes in diameters of 60, 100 and 140 millimeters. It has an operating pressure of 0 to 6 bar, produces a holding force of 7 to 10 newtons, consumes 111 liters of air per minute and can be mounted in any position. The cup handles solar cells and wafers, flat panels, thin glass panes, PCBs, flexible parts with large surface areas, and thin and porous materials.
“Manufacturers often rely on a mix of grippers to optimize productivity,” concludes Andreas Aberle, managing director of Zimmer Group US. “In an automotive plant, for example, the gripper that works best to lift and transport an engine block may not be appropriate to handle a crankshaft, or a door, or a windshield.”
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!