Conformal Coatings Protect Automotive Electronics
Conformal coatings protect and electrically insulate circuit board components from environmental stresses.

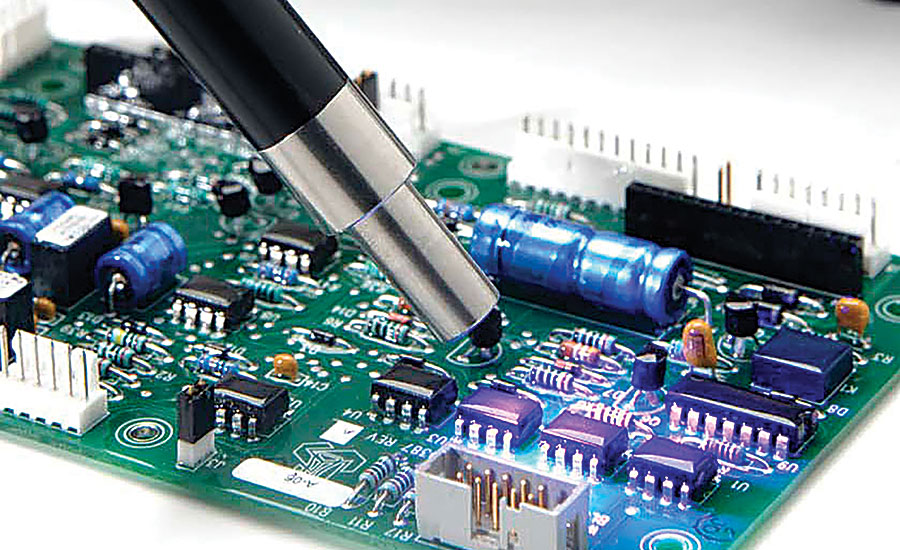
Today’s vehicles are equipped with myriad electronic devices, such as navigation systems and rear-view cameras. Conformal coatings protect the PCBs in these devices from the elements. Photo courtesy Dymax Corp.

Many options are available for curing conformal coatings. A conveyorized system is ideal for high-throughput operations. Photo courtesy Dymax Corp.

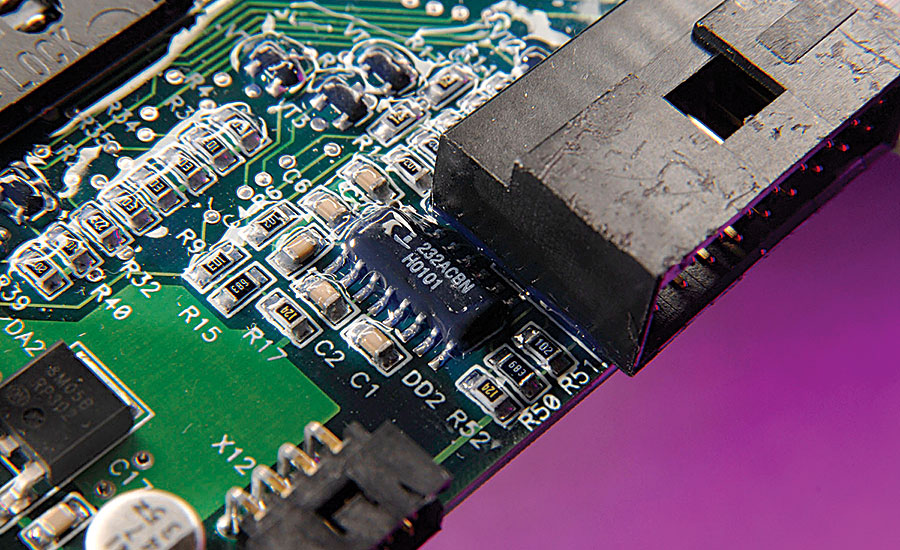
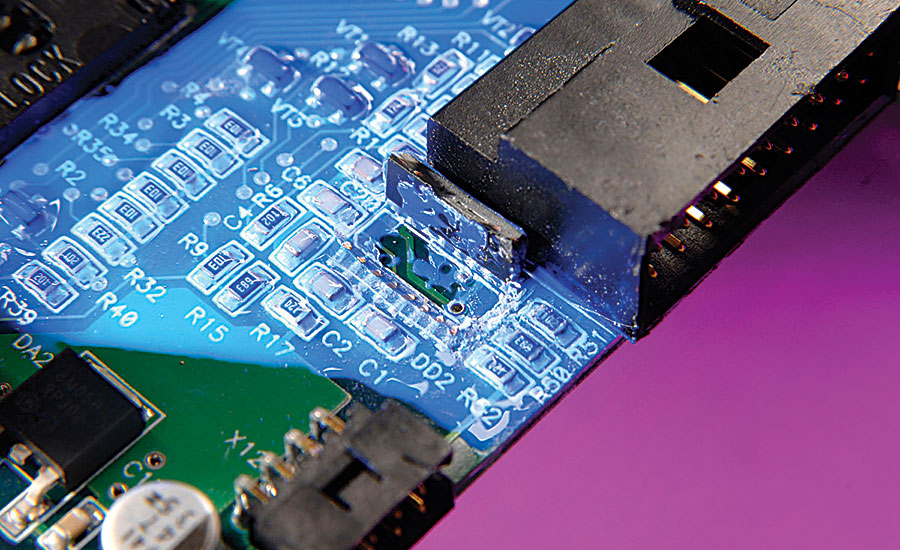
Industry-approved conformal coatings fluoresce when exposed to black light (next). This helps operators see whether the coating has been applied completely and correctly. Photo courtesy Dymax Corp.

Industry-approved conformal coatings fluoresce when exposed to black light. This helps operators see whether the coating has been applied completely and correctly. Photo courtesy Dymax Corp.

A Cartesian robot equipped with a spray valve can reliably and repeatably apply conformal coatings to PCBs. Photo courtesy Dymax Corp.

Conformal coatings eliminate the need to create an enclosure to protect sensitive electronics. That saves space and reduces weight. Photo courtesy Dymax Corp.

Once a lagging market segment, automotive electronics has gained significant importance in recent years, as the industry, the culture and consumer expectations have changed. Safety and regulatory requirements for vehicles have increased, manufacturers have new warranty requirements, and what used to be “luxury” features are now expected to come standard with a new car. Features like lane departure warning systems, rear-facing cameras, automated parking and other driver-assistance systems are becoming commonplace. Full “infotainment” systems, with software for navigation, music, communication and other applications, are gaining market traction, as well.
Of course, every new vehicle is expected to be safe, comfortable and reliable. However, those characteristics depend greatly on the quality of the vehicle’s electronics. Air bag controls, fuel injection systems, suspension control, automatic transmissions, modules for power windows and doors, engine control modules, and climate controls are a fraction of the electronic systems found in the average new car. The use of electronics is even higher in hybrid vehicles.
The quality and reliability of the electronics in automobiles affects consumer decisions. An OEM with a reputation for failure-prone electronics will suffer flagging sales, warranty claims and recalls.
As a result, engineers must not only create well-tested software, but ruggedized hardware, as well. A car is a harsh environment for a printed circuit board (PCB), depending on its location, how much use the vehicle gets, and the environment to which it is exposed. Fragile electronic components and the paths between them must be protected for the board to function reliably.
Engineers have several options for protecting PCBs for automotive applications. For example, boards could be placed in an enclosure, or they can be potted with a resin. However, enclosing or potting takes up space and artificially limits the space available for the electronics. Potting entire PCBs also adds weight—a no-no these days when weight-conscious engineers are seeking to shed every unnecessary ounce from a car.
Using Conformal Coatings
Fortunately, there is an alternative. Conformal coatings are polymers that can be applied in thin layers to PCBs to protect and electrically insulate the components from environmental stresses. They can be sprayed, brushed, flow-coated or dispensed by robots, and they take up very little space. A typical coating thickness ranges from 0.002 to 0.005 inch. (Thicker coatings can be applied, if needed.) Conformal coatings allow for smaller, lighter assemblies, since an enclosure is unnecessary. This makes it possible to fit more PCBs in the same space. Additionally, the ability of conformal coatings to electrically insulate components can improve performance and permit a significant reduction in the space needed between conductors on a board.
Despite their thin application, coatings are very effective. Conformal coatings protect boards from mechanical and thermal stresses, humidity, corrosives and contaminants, such as salt, dirt, noxious gases, and fungi.
Tin whiskers are a common problem with today’s lead-free PCB assemblies. Their growth is spurred by mechanical and thermal stresses, which are especially common in automotive settings. Conformal coatings can slow this growth, preventing arcing and short circuits.
Coatings also increase mechanical support for components and improve the fatigue life of solder joints.
In the automotive realm, PCBs are placed wherever they fit best for a given vehicle system—which can be practically anywhere in a car. Sensors and circuit boards are found in places that can be exposed to everything from brake fluid to gasoline fumes, not to mention all the heat and vibration associated with an internal combustion engine. The right conformal coating will offer protection without affecting the efficiency of the manufacturing process.
Benefits of Light-Curable Coatings
A variety of conformal coatings are available, including solvent-based formulas, silicones, two-part epoxies, and urethane acrylates. Light-cure coatings offer several advantages over other chemistries.
Light-cure conformal coatings cure on demand, in seconds, and are easier to automate as a total process than other types of coating. There is no need to stack and temporarily protect the boards and then have them undergo additional cure. Besides saving time, light-cure technology also saves space on the manufacturing floor and increases efficiency overall. There is no need for mixing, as with two-part epoxies. There’s no need for explosion-proofing, as with solvent-based coatings. And, fewer steps and fewer operators are typically required for each processing step. In addition, no extra shipping charges are required, as may be the case with hazardous materials.
Light-curable materials can be both silicone-free and solvent-free.
The curing mechanism is fairly simple. When light of the correct spectral output comes in contact with a light-curable material (LCM), the photoinitiators in the material fragment to form free radicals, beginning the curing process. The free radicals begin to form polymer chains with the acrylates that comprise the LCM until all of the available radicals have attached and become a solid polymer.
Choosing the Correct Coatings
Environmental and qualification tests can be used to simulate the conditions to which the PCBs and conformal coatings will be exposed over a vehicle’s lifetime. Expected temperature extremes, moisture, abrasion, salt-spray, vibration, chemicals and other hazards will determine what conformal coating is optimal for a particular application. It is also necessary to consider the assembly’s electrical performance requirements.
Most urethane acrylate light-cure conformal coatings work well in operational temperatures between –40 and 302 F, though some can also be used at temperatures below –40 F. These coatings have good chemical and moisture-resistant properties.
Overall, higher-durometer (harder) light-cure conformal coatings tend to have higher chemical and abrasion resistance. They are particularly beneficial if especially thin coatings are desired. Softer, lower-durometer conformal coatings reduce stress on components and offer the best thermal shock performance. For higher chemical resistance in softer coatings, a slightly thicker coating may be applied.
Destructive testing is useful for determining what coating and application method are best for the boards being produced.
Shadowed Areas
Areas on PCBs that light cannot reach directly are called “shadowed areas.” Light-cure coatings can either be prevented from entering those areas, or they can be cured with a secondary mechanism.
If the coatings do not flow into shadowed areas, then there is no need for a secondary cure. Smaller, low-offset surface-mount components are significantly less likely to allow coatings to flow beneath them. Selective automated application of medium- to high-viscosity coatings is also an option.
Dual-cure coatings can be used to cure material that flows into shadowed areas. Besides UV light, these materials cure with heat or by reacting with ambient moisture.
For areas that do not require a coating, selective coating processes can be used. Another option is to mask specific areas of a PCB to ensure the coatings don’t flow into areas like connectors, through-holes, and other keep-out areas on the board. While various methods are available, some can be labor-intensive, so minimizing or eliminating the need to mask is desirable.
Application Processes
There are several application methods for light-cure conformal coatings, including automated selective application, manual spray, jetting and brushing. Dipping is rarely practical for light-cure conformal coatings. It requires a more complex equipment setup because of the light sensitivity of the coating bath, and it is more difficult to adequately control the thickness and uniformity of the coating.
Automated selective application uses robotics to apply coatings repeatably and reliably to minimize time, material waste and labor costs. The robot can be equipped with either atomizing (spray) or non-atomizing (brushing or jetting) valves. Non-atomized and atomized dispensing processes can also be used in tandem.
Successful automated selective application does depend on the capability of the robot and on the board layout.
Manual spraying is a common low-cost method of applying conformal coatings, since many boards can be processed at the same time with minimal capital cost. However, it does require more labor input and care to achieve the desired coating thicknesses. Masking of keep-out areas is necessary, and the application may require multiple passes of the coating from different directions for a uniform result.
Brushing can also be done manually, but it is used more for touch-up work or small areas. Reliability and repeatability depend highly on the operator’s skill.
Regardless of how the coating is ultimately applied, care should be taken to ensure that all parts of the system are compatible with each other. Special yellow lighting is available to prevent early curing from ambient light, though it is best if all the parts of a dispensing system are entirely opaque.
Contamination is another issue. Conformal coatings are less effective if the boards are contaminated. In fact, the coating may seal in existing contaminants. Over time, such contaminants can react with even small amounts of moisture and lead to delamination in that area. These contaminants can also prevent adhesion of the coating to the board. Therefore, it is important to ensure the board is clean before applying any conformal coating, typically by using a solvent or aqueous wash followed by the recommended drying cycle.
Clean boards should be handled with gloves so oils don’t transfer from human hands to the PCBs. If necessary, clean boards can be stored in static-safe bags prior to coating.
If, for some reason, the boards cannot be cleaned, it is important to run tests to ensure that they will fulfill all end-use requirements with the existing level of contamination. Light-cure coatings have been developed with enhanced-wetting properties to limit the effects of board contaminants, such as no-clean flux.
Inspection is another issue to think about. All industry-approved conformal coatings fluoresce when exposed to black light. This helps operators see whether the coating has been applied completely and correctly. Laser measurement systems are also available to inspect boards for high-reliability applications.
Curing Processes
For complete and reliable curing of light-cure materials, it’s important to select a light source with the optimal intensity and spectral output for the photoinitiators in the LCM.
Typically, light-cure conformal coatings absorb light in the UV-A and blue visible-light range. Many light sources are available for curing conformal coatings. The most common curing setups are automated conveyors and benchtop flood systems. Spot systems are available, but are recommended only for rework and for small curing areas. Again, it is important to ensure all parts of the system are compatible with one another.
Light intensity—measured in milliwatts per square centimeter—is the amount of energy at a given wavelength that reaches the coating surface. The amount of total energy that has arrived at a surface over a given time is known as the dose, measured in millijoules per square centimeter. In brief, higher-intensity lamps cure faster, with all other variables held constant, but too much intensity can damage the materials and parts. It is important to use the optimal intensity for the application.
As with any light-cure materials, it is critical to use a radiometer to ensure the light source is continuing to emit at sufficient intensity for complete and reliable curing of the conformal coating.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!