The Lighter Side of Automotive Assembly
Automakers are ramping up to use more carbon-fiber composites.

The 2014 Corvette Stingray features a carbonfiber roof and hood. Photo courtesy General Motors Co.

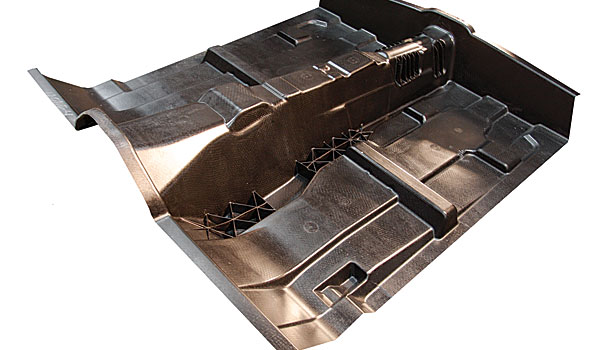
This consolidated one-piece composite underbody replaced 16 metal parts. Photo courtesy United States Council for Automotive Research LLC

This carbon-fiber diffuser is attached to an Aston Martin sportscar with fasteners that are surfacebonded on the inside. Photo courtesy BigHead Fasteners

Automotive components made out of carbon-fiber composites, such as this cover section, provide significant weight savings and corrosion resistance. Photo courtesy Henkel Corp.

This seat uses composites in place of steel to achieve greater weight reduction compared with magnesium, aluminum or ultra-high-strength steel. Photo courtesy Johnson Controls Inc.
Carbon-fiber reinforced composites are popular in the aerospace and marine industries as a lightweight alternative to aluminum, steel and other metals. The material is also used to produce railcars, wind turbine blades and sporting goods.
Now, the auto industry is jumping on the bandwagon. According to many industry observers, automakers and suppliers will become heavy users of carbon-fiber composites during the second half of this decade. However, engineers still need to address several challenges, such as cost-effective assembly processes.
Carbon-fiber composites offer lighter weight, better corrosion resistance and higher impact strength than steel and aluminum. They also offer engineers greater design flexibility and allow them to significantly reduce the number of parts in assemblies.
Composite materials weigh about one-fifth as much as steel, but are comparable in terms of stiffness and strength, depending on fiber grade and orientation.
They have the potential to reduce vehicle weight by more than 50 percent.
However, the drawback to composites is their steep price tag; they currently cost much more than steel. Carbon-fiber parts also take longer to produce than traditional steel stampings, which can be punched out in seconds.
To make composite parts, layers of carbon-fiber monofilaments must be wound and woven into fabric sheets. Then, the sheets are laid into molds that are baked at high temperatures in large ovens.
Several different processing techniques are available, including sheet molding compounds (SMCs), long-fiber reinforced thermoplastics and high-pressure resin transfer molding. Each technology has pros and cons.
Conventional carbon-fiber composites use thermosetting resins and require a long time for molding, which has limited their use in the auto industry.
Unfortunately, cycle times of 90 minutes are not conducive to producing parts for 30,000 or more vehicles at a time.
“The most dominant carbon-fiber composite material for automotive applications are SMCs, because they’re cost-competitive,” says Cliff Eberle, technology manager for composites at Oak Ridge National Laboratory, which is leading a consortium in the United States to develop low-cost sustainable materials and rapid manufacturing processes for use in the auto industry.
“The goal is to get cycle times under a minute,” adds Eberle. “The fastest manufacturing processes today are in the five- to 10-minute range. Composite manufacturing processes are currently optimized for aerospace volumes. But, producing eight aircraft per month is a whole lot different than making eight vehicles per minute.”
Engineers around the world are on a crusade to develop materials and equipment that enable fast processing speeds. For instance, a European consortium called ACOMPLICE (Affordable Composites for Lightweight Car Structures) recently embarked on a two-year program to develop low-cost materials for mainstream automotive applications.
“Aluminum and high-strength, steel-based alloys have been employed in response to [growing pressure to manufacture lighter weight, fuel-efficient vehicles],” says Elaine Arnold, collaborative research and technology project manager at Cytec Industrial Materials, which is leading the consortium along with ABB Robotics, Aston Martin Lagonda and several other partners. “But, the physical limitations of these materials have to a large extent, already been reached, so other options are being pursued.”
Arnold and her colleagues hope to reduce the cost of composite body-in-white vehicle structures by developing “robotic lamination and fast-cure technologies . . . that facilitate the [production] of complex-shaped geometries via automated pro-cesses.”
Super Light
Until recently, most composite use in the auto industry has been confined to use in motorsports and exotic supercars. Indeed, one high-profile example is the Lamborghini Sesto Elemento, a V10-powered vehicle that weighs only 2,202 pounds. Engineers at the Italian car company, which is a subsidiary of Audi AG, worked with the Advanced Composite Structures Laboratory at the University of Washington to develop the carbon-fiber intensive vehicle.
They adapted technology from the aerospace industry to create a lightweight 570-hp car that boasts a carbon-fiber monocoque shell, front frame, exterior panels and crash boxes. Even major suspension and drivetrain components are made from composites.
“The suspension and the area around the engine have been optimized with lightweight engineering,” says Stephan Winkelmann, president and CEO of Automobili Lamborghini. “There are also carbon-fiber control arms [and a propeller shaft]. These components are around 30 percent lighter than comparable aluminum parts.”
At the North American International Auto Show in Detroit earlier this year, General Motors made a big splash with its new Corvette Stingray. The sleek vehicle features a carbon-fiber roof and hood. Other vehicles flaunting carbon-fiber composites were also on display at the show, including the Audi R8, the BMW M6 and the Dodge Viper.
Many of those vehicles are low-volume, showcase products that are assembled manually. Wider acceptance of carbon-fiber composite technology in the auto industry won’t occur until cost-effective mass-production processes are perfected. But, many observers believe that’s just around the corner.
Indeed, composites are slowly starting to make inroads onto conventional vehicles. For instance, Ford Motor Co. recently unveiled a version of its popular Focus compact sedan with a carbon-fiber hood that weighs 50 percent less than a standard steel version.
Not to be outdone, Toyota Motor Corp. has attached a carbon-fiber roof to its Mark X (a car similar to the Camry that’s only marketed in Japan). That sheds 13 pounds off the vehicle’s weight and lowers its center of gravity to improve handling.
Frost & Sullivan Inc. predicts that the market for automotive carbon-fiber composites will grow 31 percent annually over the next four years. “OEMs are increasingly more interested in new carbon-fiber technology, as it helps them reduce the lifetime cost of a vehicle, makes the vehicle more sturdy and impact resistant, reduces fuel consumption and makes them more compliant with greenhouse gas legislation,” says Sandeepan Mondal, a research analyst at Frost & Sullivan.
“In the last two years, manufacturing innovations, eventual scale-up of carbon-fiber capacities across the globe, long-term joint-venture agreements, and joint technological developments have led to more confidence in the use of carbon fibers,” adds Mondal. “We will witness a boom in the penetration of carbon fibers in the next two to three years, as OEMs like BMW, Daimler, GM and Nissan use more carbon fibers in large structural parts.”
Automakers around the world have been jockeying for position by developing strategic partnerships with carbon-fiber suppliers. That’s expected to lead to better supply chain efficiency and encourage a smooth transfer of technology between partners.
Examples of recent tie-ups include Audi and Voith; BMW and SGL Group; Daimler and Toray; Ford and Dow; GM and Teijin; Magna and Zoltek; Toyota and Toray; and Volkswagen and SGL.
“We are seeing significantly more demand for carbon-fiber composites in the automotive industry vs. five years ago,” says Gary Lownsdale, P.E., chief technology officer at Plasan Carbon Composites, a Tier 1 supplier of carbon-fiber parts and assemblies to Chrysler, GM and other automakers. “Carbon-fiber components have gone from being boutique option items on high-end vehicles to becoming standard components on base models.
“Over the next few years, the [industry] is calling for expansion of carbon-fiber applications into mainstream, fleet mod-els,” adds Lownsdale. “This is creating a strain on the global supply capacity of carbon fiber, when combined with the de-mand from other industries such as aerospace and wind energy.”
“Right now, the lowest price per pound is above $10, which is a significant reduction compared to a decade ago,” adds Dirk Heider, assistant director of technology at the Center for Composite Materials at the University of Delaware. “Nevertheless, material and fabrication cost combined is significantly higher to aluminum or steel. In addition, scale-up of the process and supply chain issues limit their applications.”
Diverse Applications
Automakers currently use carbon-fiber composites for hoods, roofs, rear deck lids, wheels, rear floors, fenders, front end systems and pickup truck boxes. Some manufacturers are beginning to use composites for seat frames, suspension components and under-the-hood applications, such as valve covers.
“The earliest applications are for exterior body components, since these are the easiest to substitute from traditional metals without altering the basic architecture of the body systems,” says Lownsdale. “As the industry moves forward and becomes more knowledgeable in designing for energy absorption with carbon-fiber materials, there will be a dramatic shift in the interest toward structural components and basic body architecture evolution.”
“Structural components are more difficult to validate, so the [adoption] process is slower,” says Kevin Roslinski, senior application engineer at Henkel Corp.
“Internal components in the cabin, such as floors, instrument panels, door inners and center consoles, are the big push.”
To address the growing needs of OEMs and suppliers, Henkel recently developed Loctite Max 2, a fast-curing composite matrix resin for automotive applications.
“This is a 2K urethane system that is capable of meeting mass-production cycle times to help push [carbon-fiber composite] technology into high-volume production,” explains Roslinski.
In addition to offering engineers light weight and great strength, composites simplify assembly by consolidating parts. Many shapes that are impossible or economically prohibitive to form in steel and aluminum can be produced with relative ease by using composites.
“Carbon-fiber processes have the capability for consolidating multiple traditional stamped components into one integral assembly,” says Lownsdale. “As more process development evolves, we will see very complex geometric shapes incorpo-rated in the basic molding process, as is being done on the Boeing Dreamliner. [And], components [that can be] easily at-tached with structural adhesives eliminate high capital investment welding transfer lines.”
“Complex-shaped parts can easily be fabricated sometimes without using joining techniques like fastening or adhesive bonding,” adds Mondal. “Through design optimization and lower parts per component, the reduction or elimination of the need for joining materials can be achieved.
“For example, a passenger car door is manufactured through integrating more than 10 different structural parts,” Mondal points out. “But, the same door can be manufactured using composites in fewer parts.”
Parts consolidation has already been successfully demonstrated by the Automotive Composites Consortium (ACC) of the U.S. Automotive Materials Partnership LLC, a division of the United States Council for Automotive Research LLC (USCAR). The ACC recently concluded a five-year-long project that developed a composite floor structure for sedans. The engineers also developed a hybrid weldbonding process to attach the patented floor pan to a steel body structure.
“We replaced 16 metal parts with the one-piece composite structure,” says Hamid Kia, chairman of the ACC. The subassembly is more than 20 pounds lighter than traditional structures and meets crash-performance requirements.
“We also developed a joining technique that allows the composite component to be treated as if it were steel,” says Kia, who also serves as lab group manager for polymer composite systems at General Motors. “Pieces of metal were embedded around the edges of the structure with adhesive. This allowed us to weld the steel pieces to the metal frame of a vehicle.”
The ACC recently embarked on a four-year project to use composite materials to develop lightweight front-end structures. “Our goal is to be able to offer substantial mass savings and develop a math-based model to predict crash performance,” says Kia.
Assembly Challenges
Another challenge facing engineers is joining. Many composites can’t be welded. Mechanical fasteners and structural adhesives can be used, but each process has pros and cons. In addition, it can be difficult to join carbon-fiber composites to other materials widely used in the auto industry, such as aluminum and steel.
“[Carbon-fiber composites] present many challenges for assembly,” says Ankil Shah, general manager of materials engineering at Toyota Engineering and Manufacturing North America’s technical center. “Consistent performance for physical and mechanical properties requires extensive evaluation to confirm.”
“The main challenge in joining any composite is the change in culture for using the materials,” adds George Ritter, principal material engineer at EWI, the leading North American authority on materials joining and applied technologies for the transportation industry. “Most vehicles are spot-welded metal. These processes are well known and highly refined.
“Thermoset composites must be bonded or fastened mechanically,” adds Ritter. “They do not melt and are not weldable. Thermoplastic composites will melt (or soften) and can be welded.
“Using composites by themselves or in combinations with others requires a shift in manufacturing techniques,” warns Ritter. “Those changes can be defined and implemented, but they are changes nonetheless. Other methods are not as well-defined and require knowledge-building to gain familiarity and acceptance.”
Numerous creep and fatigue issues need to be addressed when joining carbon-fiber composite parts. “Fastening requires careful design to reduce stress concentrations for a durable connection,” says the University of Delaware’s Heider. “Adhesive joining may require special surface treatment to clean and activate the surfaces.
“Automation to improve repeatability and reduce touch labor would be key in an automotive application,” Heider points out. “Also, reliable nondestructive evaluation [techniques must] be developed to ensure integrity of the bond. [These techniques must be] applicable not only during fabrication, but also [for] repair and maintenance.”
According to Heider, most composite components in the aerospace industry are joined to metallic parts and many joining processes have already been developed for these applications. He believes automotive engineers need to address two critical issues: Galvanic corrosion of the metal and thermal expansion mismatch if joining of the composite to a metal frame is required.
“Corrosion can be avoided by integration of an electrical insulator (often a thin glass layer),” claims Heider. “The thermal mismatch is often addressed through larger hole sizes, adhesive connections or other means.”
Automotive engineers must be careful to select a structural adhesive that is not so stiff that it will bleed through, distorting the part so the bonded areas can be seen. “This is particularly challenging for very thin panels that carbon fiber permits you to design,” notes Manny Tesfaye, director of global technical service at SciGrip Smarter Adhesives Solutions.
“The adhesive needs to be chosen with adequate strength and, if possible, a lower modulus to meet this challenge,” adds Tesfaye. “For structural components, the challenge is to have good, consistent surface preparation. Likewise, some toughness or peel strength can provide much comfort for those nervous of a brittle failure.”
When using fasteners to join carbon-fiber composite parts, engineers should look for delamination around the holes. “For blind rivets or threaded inserts, a large blind footprint is preferred,” says Jon Brewer, principle engineer at Infastech. “Radial expansion or hole-fill from a fastener may be a problem if it is excessive enough to cause delamination.
“Corrosion can be a serious concern if carbon fibers are in direct contact with metal fasteners in corrosive environments,” warns Brewer. “A4 stainless steel is a good, albeit expensive, fastening material solution.
“Self-drilling and self-piercing fasteners appear unsuitable for many carbon-fiber composite applications due to the damage and delamination they cause,” adds Brewer. “Surface-mounted (adhesive) fixings for lighter-duty attachment have the benefit of not requiring drilled holes.”
Web Exclusives: European Consortium Hopes to Spur Auto Composites Use, New Carbon-Fiber Process Allows Mass-Production
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!