Hot-Plate Welding Offers High-Speed Advantages

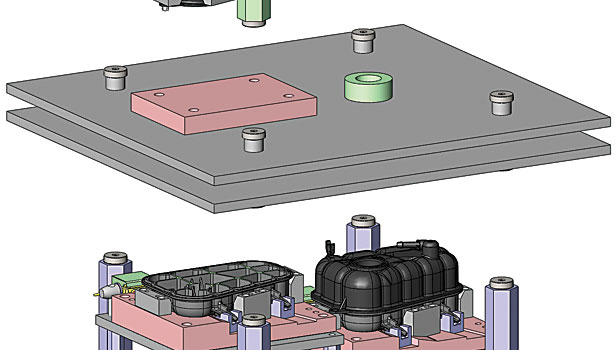
Traditionally, hot-plate welders include press tooling (top and bottom) and heated tooling (center). The yellow details are rigid, mechanical stops.

The grey in the foreground of this time-force graph depicts a welder with mechanical stops. The red in the background depicts a servo-driven hot-plate welder without mechanical stops.

This two-and-four-way locator slide arrangement compensates for thermal expansion while maintaining central positioning.
Hot-plate welding can produce strong, leak-tight plastic assemblies with complex geometries. It is a robust, viable and technically sound joining process that is used to assemble batteries, fuel tanks, fluid reservoirs, taillight lenses and other applications where strong seals are critical.
Traditionally, hot-plate welding offered limited process control, minimal data acquisition capabilities and slow cycle times. But, that’s not the case anymore. Today’s welders allow engineers to precisely control the motion of the platen, the temperature of the heating surfaces and the force applied to parts.
Hot-plate welding involves a heated platen with heated tool inserts and two opposing press platens comprised of nonheated tooling. The heated platen accepts interchangeable tooling inserts to accommodate the specific welding configuration of the parts being assembled.
The temperature of the heated tooling is adjustable. It can range from 350 to 900 F.
Press tools are also interchangeable. They precisely align and support the parts being welded. Welders can be configured to function either horizontally or vertically.
Hot-plate welding involves seven phases:
1. Load. Components are placed in nonheated locating fixtures that ensure adequate support and accurate alignment.
2. Melt. Components are automatically positioned to make contact against the heated tooling. The melt displacement is controlled.
3. Heat. Components are held at this position, which is called melt time. This allows heat to conduct into the material, even though displacement has stopped.
4. Open. During this phase, the components are removed from the heated tooling and the heated platen is retracted.
5. Seal. Components are positioned to bring the semimolten joint surfaces together to form a welded interface.
6. Cool. Components are held in position, allowing the welded joint to cool and the plastic to resolidify.
7. Unload. A welded assembly is removed from the tooling.
Making high-speed hot-plate welding a reality requires more than just the addition of servo-driven platens to achieve both precision and speed. Control of the key parameters of force, velocity, distance and heat requires advanced hardware and software.
The ability to precisely control the key variables allows for true process optimization and verification, cycle time reduction, and considerable machine set-up simplification. Features such as heated-platen stir and stutter offer additional control for difficult applications.
Control of Force
True control of the force exerted on the components during the heating and sealing phases of the weld process is critical. To optimize weld strength, precise force control is necessary.
Traditionally, hot-plate weld tooling does not allow for control of the sealing pressure applied to the components. It has control limitations, such as rigid,
Traditionally, hot-plate weld tooling does not allow for control of the sealing pressure applied to the components. It has control limitations, such as rigid, mechanical stops. |
mechanical stops.
These stops limit how far each part is displaced into the heated tooling. The same stops on the press tooling are then utilized to control the final seal position. It is necessary to design these stops into the tooling to control the travel of the platens due to the limitations of hydraulic or pneumatically controlled machinery.
During the initial heat-melt phase, parts make contact with the heated platen with modest force. At the final melt position, the force drops off as the machine stops advancing the parts into the heated tooling.
During the “open” phase, the force on the components is zero. During the “seal” phase, the initial low force contact builds.
Without tool stops, the final position is achieved with force that is consistent and measured. With traditional welding, the contact of the integrated tool stops determines the final position. The press force is then partially transferred through these stops and subsequently the force applied to the weld joint drops, resulting in the sealing force transmitted to the parts at an unknown value.
This creates problems, due to the significance of seal force. This critical parameter must be programmable and measurable to attain optimized, consistent results. Traditional mechanical stops have no place in today’s demanding manufacturing environment.
Controlling the rate in which the force is applied and the final seal dimension is achieved can dramatically improve strength and seal qualities in many applications.
Control of Heat
Heat is required to melt plastic. To achieve consistent weld quality and reduce cycle time, heat needs to be presented in an isothermal manner. Without isothermal control, the tooling may heat unevenly, which could cause extended heat times and potential part damage due to excessive exposure.
A robust thermal control system is required. Traditional hot-plate welders provide one or two heater zones. New machines have up to nine programmable heater zones.
Another important element is a rigid and dimensionally stable heated platen. Conventional hot-plate welders typically secure only one edge of the heated platen, which results in unmanaged expansion and dimensional inconsistency.
Spatial consistency is the process of managing thermal expansion while rigidly securing the heated platen. It enables tight-tolerance part welding and the consistent welding of complex surfaces.
A fully supported heated platen is required to control thermal expansion. Designing for growth about the center of the heat plate and eliminating cantilevering of the heated platen prevents deflection and assures consistent contact pressure. Extol has implemented a proprietary design using a two-and-four-way locator slide arrangement which compensates for thermal expansion while maintaining central positioning.
Control of Speed
Speed is the final ingredient for high-speed hot-plate welding. It’s not just speed, but the right speed at the right position—feed rates, acceleration and deceleration.
Older hot-plate welders typically used pneumatic or hydraulic actuating methods. State-of-the-art machines use servomotors that allow for closed loop feedback and control of acceleration and velocities. This enables the welding process to be precisely tuned for a given application. Servo controls tied to a graphical user interface provide simple, touch-screen access to key process variables.
Tool designs no longer require mechanical stops. This reduces design time, material cost and assembly time. Programmable positioning of the servo-controlled platens also eliminates the tedious process of shimming the stops.
Fast, controlled motion of all three platens results in minimal open time—less than 1 second. Minimal open time is good for cycle time, but the true benefits are in minimizing the exposure of the semimolten weld joint to the environment and the related joint cooling. Minimizing the cooling duration reduces the amount of heat required to push into the joint in anticipation of this cooling.
Fast platen movement speeds are impressive. But, this can be detrimental to the quality of the weld if not equally well controlled for deceleration and velocity transitions. Minimizing open time while controlling seal displacement is critical.
Without precise control of deceleration at the beginning of the sealing phase, the molten film thickness will be displaced to the outside of the weld rib. When this molten film is not retained at the center of the weld, a colder weld occurs, resulting in a weaker joint.
Case Studies
The following case studies illustrate how high-speed hot-plate welding can overcome traditional hot-plate welding limitations.
Polysulfone is difficult to hot-plate weld. In fact, the process is often not even considered when joining applications are evaluated. But, flash control advantages over vibration welding were the primary motivation of a recent evaluation.
Based on extensive testing, Extol engineers determined that a seal force 10 times greater than comparable amorphous polymers was required. The force must have an even distribution of ±5 psi across the component surface. The open time of the weld process must be less than 0.8 seconds. The heated tooling must be 700 to 800 F.
The results achieved were:
1. Engineered thermal control of ±5 F across the heated tool.
2. Open time of 0.6 second.
3. Robust, precision press and heat plate guidance provided uniform and ample seal force.
4. Welds resulted in near parent material weld strength.
Success was based on an isothermal platform, a very rigid machine structure, concise programmable set-up capability and impressive speed.
Products designed with multiple weld subassemblies typically require multiple setups using traditional welding. Extol engineers recently worked on a pharmaceutical filtration product that required 15 consecutive welds to complete the final assembly. This application required precise positional control due to stack up variation and multiposition feedback.
The flexibility and precision control offered by a servo-driven hot-plate welder allows for multiple weld positions within one machine set-up or recipe. Each weld position was precisely programmed to achieve dimensional and force control repeatedly.
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!